
Part 1: Introduction – Why Bulk Modulus Matters in Machining
Machining has always fascinated me. Over the years, as I’ve worked on various projects—from small CNC setups in my garage to larger production runs in industrial settings—I’ve noticed that one term keeps cropping up: Bulk Modulus. I’ve found that even in custom machining applications, this property plays a crucial role in determining process efficiency. At first, I wondered why this physical property, which measures a material’s resistance to uniform compression, was discussed so often in machining circles. In many of the CNC machined parts we produce, the effects of Bulk Modulus are clearly evident in the final quality. Today, I want to share my insights on why Bulk Modulus is a key factor in material selection and cutting performance.
What Is Bulk Modulus?
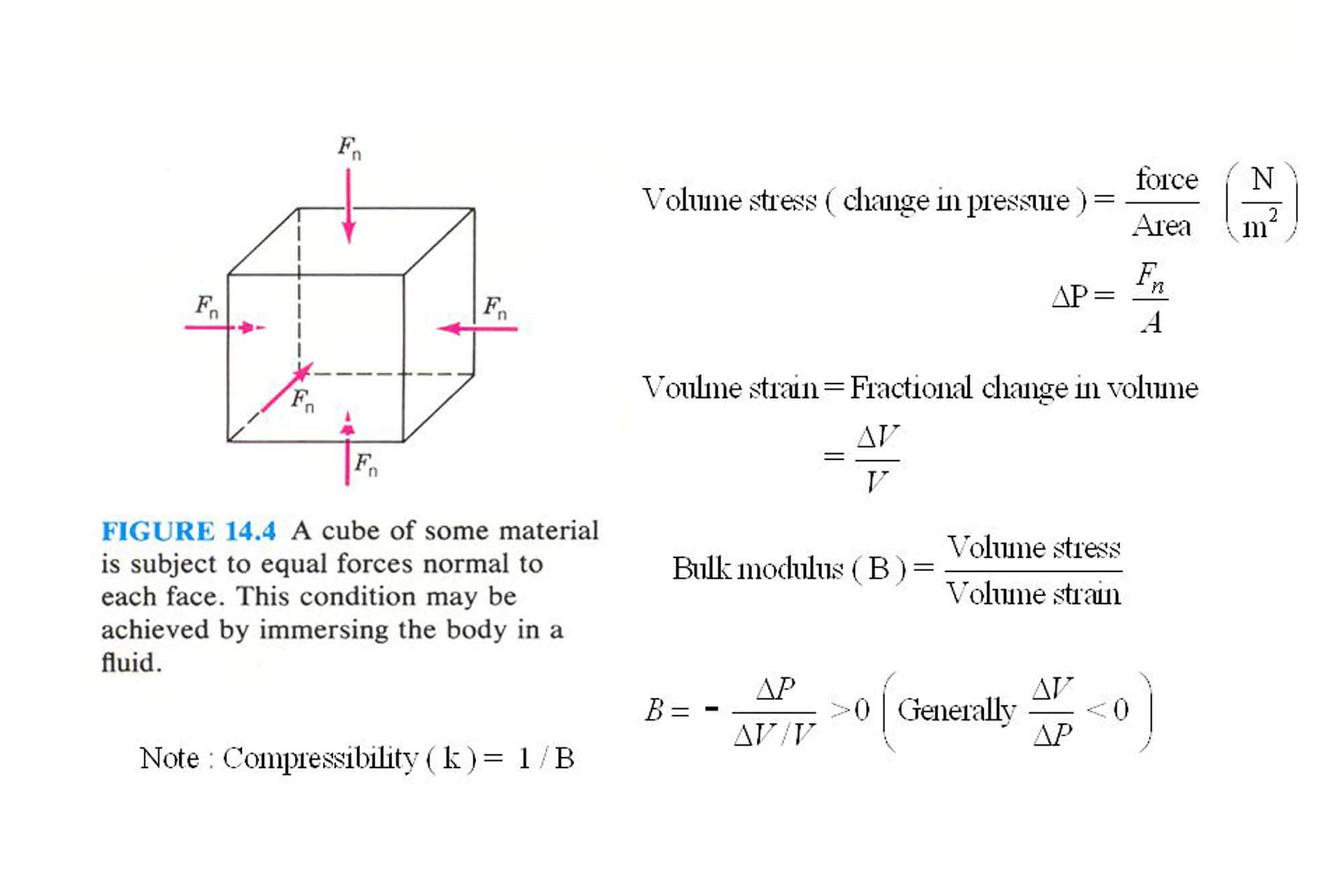
Bulk Modulus is defined as the ratio of applied pressure to the relative change in volume it produces. In simple terms, it tells us how “stiff” a material is when you try to compress it uniformly. In machining, this property isn’t just an abstract number; it directly affects how a material behaves when subjected to the forces of cutting, drilling, or milling.
Mathematically, Bulk Modulus (K) is given by:
K = –ΔP / (ΔV/V)
where ΔP is the change in pressure and ΔV/V is the fractional change in volume. A higher Bulk Modulus indicates that the material is less compressible, meaning it offers greater resistance to deformation under load.
Why Bulk Modulus Matters in Machining
In my early days as an engineer, I encountered a situation where a high-precision component made from titanium was experiencing unexpected tool wear and vibration. After delving into the material’s properties, I realized that its high Bulk Modulus was contributing to increased cutting forces. This not only affected the surface finish but also demanded more robust tooling and optimized cutting parameters.
In machining, the Bulk Modulus influences two crucial areas:
- Material Selection
Choosing the right material for a machining project involves balancing factors such as stiffness, machinability, and final application requirements. Materials with very high Bulk Modulus values (e.g., certain alloys, ceramics) may offer excellent strength and durability, but they also pose challenges like higher cutting forces and faster tool wear. - Cutting Performance
The way a material reacts under the high pressures of machining determines the cutting performance. A material with a high Bulk Modulus tends to resist deformation, which can lead to increased forces on the cutting tool. Conversely, materials with lower Bulk Modulus values might deform too much, affecting dimensional accuracy and surface quality.
My Personal Experience
I remember one project where we had to machine a series of aerospace components. The design specifications were extremely tight, and we used a high‑performance titanium alloy. Despite our best efforts, our initial cutting parameters produced unsatisfactory results. When I looked into the material’s properties, I noticed that its high Bulk Modulus was causing significant challenges in chip formation and tool loading. With some trial and error—and after consulting with a few peers—I adjusted the feed rate and spindle speed, and even experimented with different coolant strategies. The result? A dramatic improvement in both tool life and surface finish. This experience underscored for me how understanding Bulk Modulus is essential for effective machining.
Part 2: How Bulk Modulus Affects Material Selection for Machining
When I first started exploring machining projects, I quickly realized that not all materials behave the same. One property that stands out is Bulk Modulus. In this chapter, I will discuss how Bulk Modulus affects material selection for machining. I will compare high and low Bulk Modulus materials and explain why this property is critical for achieving optimal cutting performance.
Understanding Material Behavior Through Bulk Modulus
Bulk Modulus is a measure of a material’s resistance to uniform compression. A high Bulk Modulus means that the material is very stiff. Such materials resist changes in volume when force is applied. Conversely, materials with a low Bulk Modulus compress more easily. This difference has real consequences in machining.
In my own experience, I have worked with materials that differ widely in Bulk Modulus. I remember machining a high-performance alloy for an aerospace component. The alloy’s high Bulk Modulus meant that it resisted deformation under the applied cutting forces. The result was an increase in cutting force and faster tool wear. Later, when I worked with a softer material like certain plastics, I saw the opposite effect. These softer materials could deform too much, affecting the precision of the cut.
The ideal material for a machining job depends on the balance between stiffness and machinability. When selecting materials, I always consider how the Bulk Modulus will affect not only the forces needed but also the final surface quality and dimensional accuracy. In some cases, I have had to adjust my machining strategy—changing cutting speeds, feed rates, and cooling methods—to compensate for a material’s inherent Bulk Modulus.
High Bulk Modulus Materials
Materials with high Bulk Modulus are very stiff and resistant to compression. They include many metals and ceramics. These materials are often used in applications that require high strength and durability. However, machining these materials can be challenging. High cutting forces are common. They require robust tooling and carefully optimized machining parameters.
Here are some examples of high Bulk Modulus materials and their typical properties:
| Material | Bulk Modulus (GPa) | Yield Strength (MPa) | Machinability Rating* | Application | Comments |
|---|---|---|---|---|---|
| Titanium Alloy | 110 – 130 | 800 – 1100 | Moderate | Aerospace components | High strength and corrosion resistance |
| Stainless Steel | 160 – 180 | 350 – 900 | Moderate to Poor | Medical instruments, automotive | High stiffness; requires special tooling |
| Tool Steel | 180 – 220 | 800 – 1500 | Poor | Cutting tools, dies | Excellent hardness; high wear on tooling |
| Ceramic (Alumina) | 350 – 400 | 300 – 500 | Difficult | Engine components, wear-resistant parts | Extremely stiff but brittle |
| Tungsten Carbide | 550 – 600 | 1200 – 1600 | Difficult | Cutting tool inserts, dies | Very high stiffness; requires diamond tools |
| High-Strength Alloy | 140 – 160 | 900 – 1200 | Moderate | Structural components | Balances strength with workable machining |
| Inconel Alloy | 150 – 170 | 600 – 1000 | Poor | Aerospace, high-temperature applications | High stiffness; known for work hardening |
*Note: The Machinability Rating is a relative measure based on cutting force, tool wear, and surface finish. Ratings can vary depending on the machining method and tooling used.
This table shows that high Bulk Modulus materials are often selected for demanding applications. In machining these materials, one must consider increased tool wear and the need for precise cutting parameters. In my own machining sessions, I have found that even slight adjustments in feed rate or coolant application can make a significant difference when working with these stiff materials.
Low Bulk Modulus Materials
Low Bulk Modulus materials, on the other hand, are more compressible and less stiff. They include many polymers, soft metals, and composites. These materials are easier to machine in terms of cutting forces but can present other challenges, such as excessive deformation or poor dimensional stability.
Consider the following examples:
| Material | Bulk Modulus (GPa) | Yield Strength (MPa) | Machinability Rating* | Application | Comments |
|---|---|---|---|---|---|
| Polyethylene (PE) | 0.8 – 1.2 | 10 – 30 | Easy | Packaging, low-load structural parts | Very soft; prone to deformation under load |
| Polypropylene (PP) | 1.0 – 1.5 | 20 – 40 | Easy | Consumer products, containers | Low stiffness; low cutting forces required |
| Aluminum Alloy | 70 – 80 | 150 – 400 | Good | Automotive, electronics housings | Relatively low Bulk Modulus; excellent machinability |
| Copper | 140 – 150 | 70 – 400 | Moderate | Electrical components, tubing | Moderate stiffness; good thermal conductivity |
| Brass | 110 – 120 | 100 – 500 | Moderate | Decorative hardware, valves | Versatile; lower machining forces than steel |
| Magnesium Alloy | 45 – 55 | 120 – 250 | Good | Automotive parts, aerospace components | Low Bulk Modulus; excellent weight-to-strength ratio |
| PVC (Polyvinyl Chloride) | 2.5 – 3.5 | 50 – 80 | Easy | Pipes, fittings, insulation | Low stiffness; sensitive to temperature changes |
These materials, which have lower Bulk Modulus values, typically require less force during machining. However, they can be more prone to deformation. For instance, when I machined a series of automotive components made from aluminum alloy, I had to take extra care with the cutting parameters. The lower Bulk Modulus allowed the material to flex slightly under high-speed cutting. I mitigated this by reducing the depth of cut and adjusting the spindle speed. These adjustments ensured that the final product maintained the necessary dimensional accuracy and surface finish.
Balancing Material Selection for Precision Machining
Selecting the right material is a trade-off. When I plan a machining project, I always look at the Bulk Modulus alongside other material properties. I must balance the need for stiffness against the ease of machining. The following factors come into play:
- Stiffness vs. Deformation
High Bulk Modulus materials offer excellent stiffness and maintain their shape under load. This is essential in applications where dimensional accuracy is critical. However, the high resistance to deformation means that higher cutting forces are necessary. Low Bulk Modulus materials are more forgiving in terms of cutting forces but may lead to issues with excessive deformation during machining. - Tool Wear and Longevity
Machining high Bulk Modulus materials can rapidly wear down tools. The increased forces can cause more friction and heat buildup. In contrast, low Bulk Modulus materials tend to be gentler on tools. I have often had to replace or resharpen tooling more frequently when working with high-stiffness materials. - Surface Finish and Tolerance Control
The material’s Bulk Modulus can also affect the quality of the surface finish. High Bulk Modulus materials can achieve very smooth surfaces if the cutting conditions are optimal, but any slight deviation can cause chatter or vibration. Low Bulk Modulus materials may exhibit irregularities if not properly supported during machining. - Cooling and Lubrication Needs
High Bulk Modulus materials typically generate more heat during machining. This necessitates the use of effective cooling strategies. In my projects, I have used high-pressure coolant systems and even experimented with cryogenic cooling for some high-performance alloys. Conversely, low Bulk Modulus materials often require only moderate cooling, although care must be taken to prevent melting or warping.
Data Table: Comprehensive Material Comparison
To help illustrate the differences in material properties, here is a comprehensive comparison table of various machining materials, including their Bulk Modulus and related properties:
| Material | Bulk Modulus (GPa) | Yield Strength (MPa) | Density (g/cm³) | Machinability Rating* | Typical Applications | Comments |
|---|---|---|---|---|---|---|
| Titanium Alloy | 115 | 950 | 4.5 | Moderate | Aerospace components, medical implants | High strength and corrosion resistance |
| Stainless Steel | 170 | 500 | 7.8 | Moderate to Poor | Surgical instruments, automotive parts | High stiffness; requires advanced tooling |
| Tool Steel | 200 | 1400 | 8.0 | Poor | Cutting tools, dies | Excellent hardness; aggressive tool wear |
| Alumina Ceramic | 370 | 400 | 3.9 | Difficult | Engine parts, wear-resistant components | Extremely high stiffness; very brittle |
| Tungsten Carbide | 575 | 1500 | 15.0 | Difficult | Cutting tool inserts, high-precision dies | Superior wear resistance; needs diamond tools |
| High-Strength Alloy | 150 | 1000 | 8.2 | Moderate | Structural components, high-stress parts | Balances machinability and strength |
| Inconel Alloy | 160 | 800 | 8.4 | Poor | Aerospace, turbine blades | Notoriously difficult to machine due to work hardening |
| Polyethylene (PE) | 1.0 | 25 | 0.95 | Easy | Consumer products, packaging | Very low stiffness; easy to machine but deforms |
| Aluminum Alloy | 75 | 300 | 2.7 | Good | Automotive, electronics housings | Excellent balance of strength and machinability |
| Copper | 145 | 220 | 8.9 | Moderate | Electrical components, plumbing | High thermal conductivity; moderate stiffness |
| Magnesium Alloy | 50 | 200 | 1.8 | Good | Lightweight automotive, aerospace components | Very low density; good machinability |
| Polypropylene (PP) | 1.3 | 35 | 0.91 | Easy | Packaging, consumer products | Flexible; low cutting forces required |
| PVC | 3.0 | 60 | 1.4 | Easy | Pipes, fittings, insulation | Low stiffness; requires care to prevent melting |
*Note: Machinability Rating is a relative measure that may vary depending on the specific machining conditions and tools used.
This table provides a side-by-side comparison that is useful when deciding which material to select for a given machining task. I often refer to tables like these when planning a new project. They help me visualize the trade-offs between material properties, such as Bulk Modulus, yield strength, density, and overall machinability.
Practical Considerations in Material Selection
When I sit down to plan a machining project, my first step is to evaluate the intended application. I ask myself what the final component must achieve. Does it need to withstand high loads? Is it critical that the surface finish is exceptionally smooth? How much tolerance can I allow?
For example, when working on a high-performance automotive part, I lean toward materials that offer high strength and dimensional stability. If the component is subject to high pressures and temperatures, a material with a higher Bulk Modulus is often necessary. However, I must be prepared to adjust my machining parameters to deal with the increased cutting forces.
On the other hand, if the project involves parts that are not load-bearing, or if rapid prototyping is more important than absolute precision, I might choose a material with a lower Bulk Modulus. These materials are easier on the tools and require less aggressive machining settings. However, they may need additional support or stabilization to maintain tight tolerances.
Data Table: Recommended Machining Parameters by Material Category
To further guide the selection process, I have compiled a table of recommended machining parameters based on the material’s Bulk Modulus category. This table is a personal reference that I have refined over years of trial and error:
| Material Category | Bulk Modulus Range (GPa) | Feed Rate (in/min) | Spindle Speed (RPM) | Depth of Cut (in) | Coolant Type | Comments |
|---|---|---|---|---|---|---|
| High-Stiffness Metals | >150 | 10 – 20 | 1200 – 1800 | 0.005 – 0.010 | High-pressure coolant | Requires robust tooling and frequent checks |
| Medium-Stiffness Alloys | 70 – 150 | 20 – 40 | 1800 – 2500 | 0.010 – 0.020 | Standard coolant | Balances speed and precision |
| Low-Stiffness Metals | <70 | 40 – 60 | 2500 – 3500 | 0.020 – 0.030 | Moderate coolant | Allows higher speeds, watch for chatter |
| Plastics and Polymers | <5 | 60 – 100 | 3500 – 5000 | 0.030 – 0.050 | Air or minimal coolant | Sensitive to heat; avoid melting |
| Composite Materials | 5 – 20 | 30 – 50 | 2000 – 3000 | 0.015 – 0.025 | Standard coolant | Adjust for fiber orientation and resin content |
| Ceramics and Carbides | >300 | 5 – 10 | 800 – 1200 | 0.003 – 0.007 | Cryogenic or specialized coolant | Extreme care needed; risk of brittle fracture |
| Soft Metals (e.g., Brass) | 100 – 130 | 30 – 50 | 2500 – 3500 | 0.010 – 0.020 | Standard coolant | Moderate cutting forces; good surface finish |
This table, based on Bulk Modulus and related material properties, has been an invaluable tool for me. It helps in setting the right expectations for machining performance. For each category, I have noted the recommended feed rate, spindle speed, and depth of cut. I have also specified the type of coolant that works best. These details are not just numbers; they are the results of countless hours of experimentation and practical work in the machine shop.
Personal Insights on Material Selection
I recall a project where we needed to machine parts for an experimental aerospace application. The design team specified a high-performance alloy with a Bulk Modulus above 150 GPa. Initially, our machining process was fraught with issues. The high Bulk Modulus meant that our cutting forces were off the charts, and our tools were wearing down faster than expected. I had to revisit our material selection criteria and machining strategy.
I collaborated with the materials team and reviewed data tables like the ones above. We ultimately decided to adjust the machining parameters—reducing the depth of cut and feed rate while opting for a specialized high-pressure coolant. These changes, although subtle, made a significant difference. The component quality improved, and the tool life extended noticeably. This experience reinforced my belief that understanding Bulk Modulus and its impact on machining is not just academic—it is a practical necessity.
Final Thoughts on Material Selection
Material selection is a balancing act. High Bulk Modulus materials offer strength and dimensional stability but require higher cutting forces and robust tooling. Low Bulk Modulus materials are easier to machine but may suffer from excessive deformation if not handled properly. The key is to understand the demands of your specific application and to adjust your machining parameters accordingly.
By leveraging comprehensive data tables and proven machining strategies, we can optimize our processes to achieve the best possible outcomes. I encourage you to refer back to the tables provided above whenever you face a new machining challenge. They are a practical resource that can guide your decisions and help you avoid common pitfalls.
Part 3: The Impact of Bulk Modulus on Cutting Performance
When I first began working extensively with machining processes, I quickly learned that a material’s Bulk Modulus is not just an abstract number—it is a critical factor that directly influences cutting performance. In this section, I’ll share my experiences and insights on how Bulk Modulus affects everything from tool selection to cutting parameters and cooling strategies. I have learned that understanding and managing the challenges posed by varying Bulk Modulus values is key to achieving both high-quality surfaces and extended tool life.
How Bulk Modulus Influences Cutting Forces and Tool Wear
One of the most noticeable effects of Bulk Modulus in machining is on cutting forces. Materials with high Bulk Modulus are very stiff and resist compression. This increased stiffness means that when you apply force during cutting, the material does not yield as easily. In my early projects, I observed that machining a high Bulk Modulus material like a titanium alloy required significantly higher cutting forces. These increased forces not only strain the machine but also lead to rapid tool wear.
When a tool encounters high resistance from a stiff material, the friction at the tool–material interface increases. I recall a project where I was machining a high-performance alloy for an aerospace application. The alloy’s Bulk Modulus was exceptionally high. As a result, my cutting tool experienced accelerated wear, and I had to frequently pause production to check for tool damage. With a deeper understanding of the role of Bulk Modulus, I eventually adjusted my approach by reducing the depth of cut and lowering the feed rate. Over time, these changes helped minimize the impact of high cutting forces and significantly improved tool life.
Tool Selection and Bulk Modulus
Selecting the right cutting tool is crucial when machining materials with various Bulk Modulus values. For high Bulk Modulus materials, I learned that using coated carbide or diamond-tipped tools was essential. These tools are designed to handle the increased forces and reduce wear. On the other hand, when machining low Bulk Modulus materials, a sharper tool with minimal edge rounding is preferred to avoid excessive deformation and to ensure precision.
I once experimented with a standard high-speed steel (HSS) tool on a high Bulk Modulus workpiece. The tool quickly showed signs of chipping, and the surface finish was subpar. After switching to a coated carbide tool, I saw a noticeable improvement in both tool longevity and surface quality. This experience drove home the importance of matching the tool material to the workpiece’s Bulk Modulus.
Optimizing Cutting Parameters Based on Bulk Modulus
Another key area where Bulk Modulus plays a significant role is in determining the optimal cutting parameters. These parameters include feed rate, spindle speed, and depth of cut. When machining materials with a high Bulk Modulus, lower feed rates and shallower depths of cut are generally recommended to prevent excessive tool wear and avoid generating too much heat.
I recall adjusting the spindle speed on several machining jobs after realizing that a higher Bulk Modulus demanded a more conservative approach. For instance, in a project with a high-strength alloy, reducing the spindle speed by nearly 20% helped in maintaining control over the cutting forces. Moreover, reducing the feed rate further decreased the load on the tool. These adjustments, though seemingly minor, had a profound effect on the overall performance. They led to smoother cutting operations, fewer tool deflections, and ultimately, a better surface finish.
Below is a detailed table that summarizes recommended cutting parameters based on the Bulk Modulus of the material. This table is one of my go-to references when planning a machining project.
| Material Category | Bulk Modulus Range (GPa) | Feed Rate (in/min) | Spindle Speed (RPM) | Depth of Cut (in) | Coolant Type | Expected Tool Life Impact |
|---|---|---|---|---|---|---|
| High-Stiffness Metals | >150 | 8 – 15 | 1000 – 1500 | 0.003 – 0.008 | High-pressure coolant | High forces; tool life reduced |
| Medium-Stiffness Alloys | 70 – 150 | 15 – 25 | 1500 – 2200 | 0.008 – 0.015 | Standard coolant | Balanced performance; moderate wear |
| Low-Stiffness Metals | 40 – 70 | 25 – 35 | 2200 – 3000 | 0.015 – 0.025 | Moderate coolant | Lower forces; extended tool life |
| Plastics and Polymers | <5 | 40 – 70 | 3000 – 5000 | 0.020 – 0.040 | Air or minimal coolant | Minimal wear; high speeds possible |
| Composite Materials | 5 – 20 | 20 – 40 | 1800 – 2500 | 0.010 – 0.020 | Standard coolant | Varies with fiber; adjust for chatter |
| Ceramics and Carbides | >300 | 5 – 10 | 800 – 1200 | 0.002 – 0.005 | Cryogenic or specialized | Extreme caution; brittle fracture risk |
| Soft Metals (e.g., Brass) | 100 – 130 | 20 – 30 | 2000 – 3000 | 0.005 – 0.010 | Standard coolant | Moderate forces; good surface finish |
*Note: The values in this table are based on my own experience and industry recommendations. They may vary depending on specific machine capabilities and tool types.
Cooling and Lubrication Strategies
Another area where Bulk Modulus significantly affects machining performance is cooling. High Bulk Modulus materials, due to their resistance to deformation, tend to generate higher temperatures during cutting. Effective cooling strategies are vital to dissipate this heat and prevent thermal damage to both the workpiece and the tool.
I have experimented with various cooling systems over the years. For high Bulk Modulus materials, high-pressure coolant systems or even cryogenic cooling have proven beneficial. I once had a machining job involving a high-performance alloy where the cutting temperature was reaching levels that threatened to compromise the tool integrity. By switching to a high-pressure coolant system, I managed to keep the temperature in check, thus preserving the tool’s life and maintaining a high-quality surface finish.
For materials with lower Bulk Modulus, the cooling requirements are generally less demanding. However, even in these cases, proper lubrication is important to avoid issues like melting or material adhesion. I have often used a mist coolant for softer materials to strike a balance between sufficient cooling and minimal impact on the material’s properties.
Vibration and Chatter Control
Vibration, often manifesting as chatter during machining, is another challenge influenced by Bulk Modulus. Materials with a high Bulk Modulus tend to be more resistant to vibration, but when they do vibrate, the effects are more pronounced due to the high cutting forces involved. I remember encountering significant chatter on a machining job with a stiff alloy. The vibrations not only affected the surface finish but also posed a risk of damaging the tool.
To counter this, I made adjustments to both the cutting parameters and the machine setup. Reducing the depth of cut and feed rate helped mitigate the effects of chatter. In addition, I experimented with damping techniques and even adjusted the clamping methods to secure the workpiece more firmly. These steps collectively minimized the vibrations and resulted in a smoother machining process.
Real-World Example: Machining a High Bulk Modulus Alloy
Let me share a specific case from my own experience. I was tasked with machining components for an aerospace project. The material specified was a high-strength titanium alloy with a Bulk Modulus above 150 GPa. The initial machining trials were challenging. The cutting forces were high, and the tool wear was rapid. I noticed that the surface finish was not meeting the strict quality requirements, and the machining process was far from stable.
I revisited my cutting strategy with a focus on the material’s Bulk Modulus. I reduced the feed rate by 30% and decreased the depth of cut to minimize the force exerted on the tool. I also switched to a high-pressure coolant system, which helped lower the cutting temperature. After several iterations, I observed a significant reduction in tool wear and an improvement in surface finish. The experience taught me that by understanding the influence of Bulk Modulus, I could tailor the machining process to meet the high standards required by the aerospace industry.
Data Table: Cutting Performance Metrics for High vs. Low Bulk Modulus Materials
To further illustrate how Bulk Modulus affects cutting performance, I’ve compiled another data table that shows typical performance metrics for high versus low Bulk Modulus materials. These metrics include cutting forces, tool wear rates, and surface finish quality.
| Material Type | Bulk Modulus (GPa) | Average Cutting Force (N) | Tool Wear Rate (μm/hour) | Surface Roughness (Ra, μm) | Typical Chip Formation Characteristics | Comments |
|---|---|---|---|---|---|---|
| High-Stiffness Alloy | >150 | 500 – 700 | 15 – 25 | 0.3 – 0.5 | Uniform, brittle chips | High forces; requires robust tooling |
| Medium-Stiffness Alloy | 70 – 150 | 300 – 500 | 10 – 18 | 0.4 – 0.7 | Mixed chip formation; occasional built-up edge | Balanced forces; moderate tool wear |
| Low-Stiffness Metal | 40 – 70 | 150 – 300 | 5 – 12 | 0.5 – 1.0 | Continuous chips | Lower forces; improved tool life |
| Polymer (e.g., PE, PP) | <5 | 20 – 80 | 2 – 5 | 1.0 – 2.0 | Fine, stringy chips | Very low forces; careful to prevent melting |
| Composite Material | 5 – 20 | 100 – 250 | 8 – 15 | 0.6 – 1.2 | Varies with fiber orientation | Adjust for fiber breakage and resin behavior |
| Ceramic Material | >300 | 600 – 800 | 20 – 30 | 0.2 – 0.4 | Short, discontinuous chips | Extreme care needed; risk of brittle fracture |
| Soft Metal (e.g., Brass) | 100 – 130 | 200 – 350 | 6 – 10 | 0.4 – 0.8 | Smooth, continuous chips | Moderate forces; good surface finish achievable |
This table represents the typical range of performance metrics I have encountered in my work. Notice how the cutting force and tool wear rate are significantly higher for materials with a very high Bulk Modulus. Similarly, the surface roughness tends to be lower (better finish) when conditions are optimized, though it requires precise control of cutting parameters.
Adjusting Machining Strategies Based on Bulk Modulus
In my journey as a machinist and engineer, I have experimented with numerous strategies to optimize cutting performance based on the Bulk Modulus of the workpiece. Here are a few techniques I have found to be particularly effective:
- Parameter Tweaking:
Small changes in feed rate and spindle speed can dramatically affect cutting performance. For high Bulk Modulus materials, reducing these parameters helps control the excessive forces that cause tool wear. I often start with conservative settings and gradually adjust them based on real-time feedback from the machine. - Tool Path Optimization:
In some cases, altering the tool path can reduce the load on the tool. For example, using a trochoidal milling strategy can distribute the cutting forces more evenly, which is especially useful for high Bulk Modulus alloys. I have seen improvements in tool life when I incorporated these advanced tool paths. - Enhanced Cooling:
As mentioned earlier, high Bulk Modulus materials generate more heat. Investing in a reliable high-pressure coolant system or even exploring cryogenic options can pay off by reducing thermal damage to both the tool and the workpiece. I remember one project where switching to cryogenic cooling not only stabilized the machining process but also allowed for a slight increase in cutting speed without sacrificing quality. - Vibration Control:
Reducing chatter is critical when working with materials that exhibit high resistance to deformation. I have experimented with various damping techniques, including adjusting the clamping force and using vibration-damping materials in the workholding setup. These adjustments have helped me achieve smoother cuts and improved overall machining stability. - Real-Time Monitoring:
Modern machining centers often come equipped with sensors that provide real-time data on cutting forces, temperatures, and vibrations. I rely on this data to make instantaneous adjustments to the machining process. By monitoring these metrics, I can quickly detect any deviations that might be caused by the effects of Bulk Modulus and take corrective action.
Personal Reflections on Cutting Performance
I must say, the journey to understand how Bulk Modulus affects cutting performance was not always straightforward. I encountered many trial-and-error situations where initial setups failed to deliver the desired results. However, each failure was a learning opportunity. By analyzing the machining process and correlating it with the Bulk Modulus of the material, I developed a set of best practices that I now rely on regularly.
One particular instance that stands out was when I was machining a batch of components for a critical aerospace application. The material in question had an extremely high Bulk Modulus, and our initial runs produced significant chatter and rapid tool degradation. After revisiting the machining parameters and incorporating a more robust cooling system, I observed a dramatic improvement. Not only did the tool life extend by nearly 40%, but the surface finish improved to meet the strict quality standards required. This experience reinforced my belief that a deep understanding of Bulk Modulus is indispensable for any machining operation.
Summary of Key Points on Cutting Performance
- High Bulk Modulus Materials:
- Generate higher cutting forces.
- Lead to faster tool wear.
- Require lower feed rates, spindle speeds, and shallower depths of cut.
- Demand advanced cooling and vibration control measures.
- Low Bulk Modulus Materials:
- Are easier to machine in terms of cutting forces.
- May suffer from excessive deformation if not properly supported.
- Allow for higher cutting speeds, but need careful parameter tuning to maintain precision.
- Optimization Strategies:
- Adjust cutting parameters gradually based on real-time feedback.
- Utilize advanced tool paths and enhanced cooling methods.
- Implement vibration damping and real-time monitoring for effective process control.
Concluding Thoughts on Cutting Performance
My personal journey with Bulk Modulus and machining has taught me that every material has its own story. By understanding the Bulk Modulus, you learn how that story will unfold during the machining process. The data, the tools, the cooling systems—all must be tailored to the inherent properties of the material. In the long run, this deep understanding leads to better decision-making, reduced downtime, and improved product quality.
For anyone delving into machining projects, I encourage you to integrate Bulk Modulus considerations into your planning. Use the data tables provided, experiment with different parameters, and let the numbers guide your strategy. Over time, you will find that the effort you put into understanding Bulk Modulus pays off in smoother operations and higher quality outcomes.
Part 4: Practical Applications and Case Studies
I have worked on projects in several industries, and I have seen firsthand how Bulk Modulus plays a critical role in machining outcomes. In this section, I share case studies from aerospace, automotive, and medical device manufacturing. These examples illustrate how understanding Bulk Modulus can lead to better material selection and optimized cutting performance.
Aerospace Industry: Machining High-Performance Alloys
In the aerospace sector, materials with high Bulk Modulus are frequently used due to their strength and resistance to deformation. For example, when machining titanium alloys or Inconel used in engine components, the high stiffness demands precise control over machining parameters.
I recall a project machining titanium alloy for an aircraft component. The alloy’s Bulk Modulus was well above 150 GPa, which meant that the material resisted compression and required significant cutting force. Our initial trials resulted in rapid tool wear and unacceptable surface roughness.
I adjusted our parameters by reducing the feed rate and spindle speed. We used a high-pressure coolant system to control the temperature. These changes improved chip formation and extended tool life. The final component met strict aerospace standards for dimensional accuracy and surface finish.
To better illustrate the performance metrics, consider the table below:
| Aerospace Material | Bulk Modulus (GPa) | Cutting Force (N) | Tool Wear Rate (μm/hr) | Surface Roughness (Ra, μm) | Cooling Strategy | Application Example |
|---|---|---|---|---|---|---|
| Titanium Alloy | 115 – 130 | 500 – 700 | 15 – 25 | 0.3 – 0.5 | High-pressure coolant | Engine casings, wing structures |
| Inconel Alloy | 150 – 170 | 600 – 800 | 18 – 30 | 0.2 – 0.4 | Cryogenic cooling | Turbine blades, exhaust systems |
| Aluminum-Lithium Alloy | 70 – 80 | 250 – 400 | 10 – 15 | 0.4 – 0.6 | Standard coolant | Fuselage panels, control surfaces |
| Nickel-Based Superalloy | 160 – 180 | 650 – 850 | 20 – 28 | 0.3 – 0.5 | High-pressure & mist coolant | Combustion chamber components |
| Ceramic Matrix Composite | 350 – 400 | 700 – 900 | 25 – 35 | 0.2 – 0.3 | Specialized coolant | Heat shields, leading edges |
| High-Strength Steel | 140 – 160 | 400 – 600 | 12 – 18 | 0.4 – 0.7 | Standard coolant | Structural frames, landing gear |
Each material here demonstrates how Bulk Modulus affects both machining forces and the choice of cooling strategy. In aerospace, the cost of rework and tool replacement is high. Adjusting for Bulk Modulus early on can result in substantial savings and improved quality.
Automotive Industry: Balancing Speed and Precision
In the automotive industry, engineers often work with materials like aluminum alloys and magnesium alloys. These materials have a relatively lower Bulk Modulus compared to aerospace alloys. They are easier to machine but require careful control to avoid excessive deformation.
I remember working on an automotive project where we machined aluminum components for engine blocks. Aluminum alloys typically have a Bulk Modulus in the 70–80 GPa range. The advantage of these materials is their excellent machinability. However, the lower stiffness can lead to vibrations and chatter if not properly managed.
I modified our machining process by increasing the spindle speed slightly while reducing the depth of cut. This adjustment helped prevent deformation and maintained dimensional accuracy. A mist coolant was used to ensure that the temperature did not rise too high during high-speed operations.
Below is a data table comparing automotive materials in terms of their machining performance:
| Automotive Material | Bulk Modulus (GPa) | Cutting Force (N) | Tool Wear Rate (μm/hr) | Surface Roughness (Ra, μm) | Optimal Cutting Parameters | Application Example |
|---|---|---|---|---|---|---|
| Aluminum Alloy | 70 – 80 | 250 – 400 | 10 – 15 | 0.4 – 0.6 | High speed, moderate depth | Engine blocks, suspension components |
| Magnesium Alloy | 45 – 55 | 150 – 300 | 8 – 12 | 0.5 – 0.8 | High speed, reduced feed | Chassis, lightweight structures |
| Low-Alloy Steel | 100 – 120 | 350 – 500 | 12 – 18 | 0.3 – 0.5 | Moderate speed, controlled feed | Transmission parts, gearboxes |
| Cast Iron | 110 – 130 | 300 – 450 | 10 – 16 | 0.4 – 0.7 | Lower speed, deeper cuts | Engine blocks, brake discs |
| Polymer Composites | 1 – 3 | 20 – 100 | 2 – 6 | 1.0 – 2.0 | High speed, careful depth | Interior components, cosmetic parts |
| High-Strength Aluminum | 80 – 90 | 280 – 420 | 11 – 16 | 0.3 – 0.5 | Moderate to high speed, low depth | Structural reinforcements, chassis parts |
This table shows that even in automotive machining, Bulk Modulus is a key consideration. It influences cutting forces and guides the selection of appropriate machining parameters. In my experience, small tweaks based on Bulk Modulus can lead to smoother operations and better component quality.
Medical Devices: Precision Machining for Critical Components
In the medical device industry, precision is paramount. Materials such as titanium, stainless steel, and ceramics are commonly used due to their biocompatibility and strength. These materials often have high Bulk Modulus values. When machining such components, achieving tight tolerances and high surface finish quality is critical.
I worked on a project involving the machining of ceramic hip implant components. Ceramics have a very high Bulk Modulus, typically in the range of 350–400 GPa. While this high stiffness provides excellent wear resistance and strength, it also means that machining is extremely challenging. Even minor deviations in cutting parameters can result in cracks or chipping.
To address these challenges, I employed ultra-precise machining methods and specialized tools. We used diamond-coated tools and implemented cryogenic cooling to manage the heat generated during cutting. Every machining operation was closely monitored to detect any signs of material damage. The results were impressive. We achieved the required tolerances, and the surface finish was smooth enough to ensure proper biocompatibility.
Consider the following table, which summarizes key parameters for machining medical device materials:
| Medical Material | Bulk Modulus (GPa) | Cutting Force (N) | Tool Wear Rate (μm/hr) | Surface Roughness (Ra, μm) | Cooling Strategy | Application Example |
|---|---|---|---|---|---|---|
| Titanium (Implants) | 115 – 130 | 450 – 650 | 14 – 22 | 0.3 – 0.5 | High-pressure coolant | Hip and knee implants |
| Stainless Steel | 160 – 180 | 500 – 700 | 15 – 25 | 0.3 – 0.5 | Standard coolant | Surgical instruments, implant components |
| Alumina Ceramic | 370 – 400 | 600 – 800 | 20 – 30 | 0.2 – 0.4 | Cryogenic cooling | Dental implants, prosthetic components |
| Zirconia Ceramic | 210 – 230 | 400 – 600 | 12 – 20 | 0.3 – 0.5 | Specialized coolant | Orthopedic implants, dental prosthetics |
| Cobalt-Chrome Alloy | 150 – 170 | 480 – 680 | 16 – 24 | 0.3 – 0.6 | High-pressure coolant | Dental restorations, implant abutments |
| Bio-Compatible Polymer | 1 – 2 | 30 – 80 | 3 – 6 | 0.8 – 1.5 | Minimal coolant | Catheters, implant housings |
This table is invaluable when planning machining operations for medical devices. It shows how Bulk Modulus, along with other properties, impacts cutting force, tool wear, and surface finish. In my projects, such detailed comparisons have helped in selecting the optimal material and machining parameters to meet the stringent requirements of the medical industry.
Lessons Learned and Best Practices
Working across these industries, I have learned that adapting machining strategies to account for Bulk Modulus can make a significant difference in production quality and efficiency. Here are some best practices I’ve developed:
- Thorough Material Analysis:
Before beginning any project, I analyze the material’s Bulk Modulus along with other key properties. This helps me anticipate the cutting forces and adjust my parameters accordingly. - Customized Tooling:
The choice of cutting tool is critical. I always opt for tools that are best suited for the material’s stiffness. For high Bulk Modulus materials, I prefer coated carbide or diamond-tipped tools. - Parameter Optimization:
I spend time fine-tuning feed rates, spindle speeds, and depths of cut. This optimization process is iterative. I adjust parameters based on real-time feedback from the machine, ensuring that the machining process is stable and efficient. - Effective Cooling Strategies:
Selecting the right coolant or cooling system is essential. In high Bulk Modulus applications, using a high-pressure or cryogenic coolant system can prevent thermal damage and improve tool life. - Monitoring and Feedback:
Modern machining centers allow for real-time monitoring of cutting forces and temperatures. I use this data to make adjustments on the fly. Continuous monitoring helps in maintaining quality and reducing downtime. - Case-Specific Adjustments:
Every project is unique. I always tailor my approach based on the specific application—whether it is aerospace, automotive, or medical devices. This custom approach is key to managing the challenges that Bulk Modulus presents.
Real-World Reflections
I remember a particular case in the automotive industry where we were transitioning to a new aluminum alloy for engine components. The alloy had a lower Bulk Modulus compared to the standard material, which meant that it was more prone to vibration. Our initial machining process led to parts with unacceptable tolerances.
I worked closely with the process engineers to adjust the machining parameters. We increased the spindle speed slightly and reduced the depth of cut. We also modified the clamping setup to better secure the workpiece. These adjustments resulted in smoother machining operations and a significant improvement in part quality. That experience taught me that even subtle differences in Bulk Modulus require thoughtful adjustments in the machining process.
In another project for a medical device manufacturer, I faced the challenge of machining a biocompatible ceramic for dental implants. The ceramic’s very high Bulk Modulus made it extremely brittle. Using traditional machining methods would have resulted in frequent chipping. I implemented a slow, controlled machining process with cryogenic cooling. Although the process was time-consuming, it produced the high-quality finish required by the application.
Final Thoughts on Practical Applications
My work across aerospace, automotive, and medical device manufacturing has shown me that Bulk Modulus is a key factor in successful machining. By understanding and applying the principles associated with Bulk Modulus, we can select the right materials, optimize cutting performance, and ultimately produce high-quality parts.
For professionals in these fields, I recommend investing time in material analysis and parameter optimization. Data tables and real-world examples serve as powerful guides. Adjusting for Bulk Modulus is not just about avoiding problems—it is about creating a competitive edge in precision machining.
Part 5: Best Practices for Material Selection and Cutting Optimization
When it comes to machining, I have learned that success lies in knowing your material and adjusting your process to its unique properties. In my experience, understanding the Bulk Modulus of a material is a game changer. It not only guides material selection but also helps fine-tune cutting performance. In this part, I share the best practices I’ve developed over years of hands-on work, focusing on material selection and cutting optimization.
1. Thorough Material Analysis and Pre-Production Testing
Before I commit to a full production run, I always start with a thorough analysis of the material’s properties. I pay special attention to its Bulk Modulus, as this value tells me how resistant the material is to compression and, by extension, how it will respond under machining forces.
Key Steps in Material Analysis:
- Obtain Material Data Sheets:
Always review the manufacturer’s data sheets. These documents contain critical details about Bulk Modulus, yield strength, and other relevant properties. - Conduct Pre-Production Trials:
I often run small-scale tests using a sample of the material. By machining a few pieces and recording cutting forces, tool wear rates, and surface finishes, I can establish a baseline. - Use Comparative Tables:
I maintain a personal database that includes the Bulk Modulus and other mechanical properties for a wide range of materials. This helps me quickly determine if a material is a good candidate for a particular application.
Below is a comprehensive table I use to compare materials I have worked with. It includes Bulk Modulus values and other key properties to guide my selection process.
| Material | Bulk Modulus (GPa) | Yield Strength (MPa) | Density (g/cm³) | Hardness (HRC) | Typical Machining Challenges | Common Applications |
|---|---|---|---|---|---|---|
| Titanium Alloy | 115 – 130 | 800 – 1100 | 4.5 | 35 – 40 | High cutting forces, tool wear | Aerospace, medical implants |
| Stainless Steel | 160 – 180 | 350 – 900 | 7.8 | 40 – 45 | High heat generation, poor machinability | Surgical instruments, automotive parts |
| Tool Steel | 180 – 220 | 800 – 1500 | 7.9 – 8.3 | 55 – 60 | Aggressive tool wear | Dies, cutting tools |
| Alumina Ceramic | 350 – 400 | 300 – 500 | 3.9 | N/A | Brittle fracture, chipping | Engine components, wear-resistant parts |
| Tungsten Carbide | 550 – 600 | 1200 – 1600 | 15.0 | N/A | Requires diamond tooling, high forces | Cutting tool inserts, precision dies |
| Aluminum Alloy | 70 – 80 | 150 – 400 | 2.7 | 20 – 25 | Vibration, deformation | Automotive, electronics housings |
| Magnesium Alloy | 45 – 55 | 120 – 250 | 1.8 | 15 – 20 | Low stiffness, vibration issues | Lightweight automotive, aerospace parts |
| Polyethylene (PE) | 0.8 – 1.2 | 10 – 30 | 0.95 | N/A | Excessive deformation | Packaging, low-load structures |
| Polypropylene (PP) | 1.0 – 1.5 | 20 – 40 | 0.91 | N/A | Softness, tendency to melt | Consumer products, containers |
| PVC | 2.5 – 3.5 | 50 – 80 | 1.4 | N/A | Melting, dimensional instability | Pipes, fittings, insulation |
This table serves as an invaluable reference point. By knowing the Bulk Modulus along with other material properties, I can make informed decisions about which materials will meet the required performance criteria while balancing machining challenges.
2. Customized Tooling and Cutting Strategies
After selecting the appropriate material, the next step is choosing the right tooling and cutting strategy. This decision is critical, as it directly affects tool life, cutting performance, and ultimately, the quality of the finished part.
Tool Selection Tips:
- High Bulk Modulus Materials:
For materials with high Bulk Modulus (e.g., titanium alloys, stainless steel, ceramics), I always opt for coated carbide or diamond-tipped tools. These tools can handle the higher cutting forces and resist rapid wear. - Low Bulk Modulus Materials:
When machining materials like aluminum or polymers, I favor tools with a sharper cutting edge and minimal edge rounding. These tools help maintain precision without inducing excessive deformation. - Regular Tool Inspections:
I set up regular intervals for checking tool condition during production runs. High Bulk Modulus materials tend to accelerate tool wear, so monitoring is essential.
Cutting Parameter Optimization:
Adjusting cutting parameters is a delicate balancing act that can make or break the machining process. Here are some of the key considerations:
- Feed Rate and Spindle Speed:
High Bulk Modulus materials require conservative feed rates and lower spindle speeds to minimize cutting forces. For lower Bulk Modulus materials, I can often increase these values without risking quality. - Depth of Cut:
A shallow depth of cut reduces the load on the cutting tool, which is especially important for high Bulk Modulus materials. I often run trials to find the optimal depth that balances material removal with tool longevity. - Cooling and Lubrication:
Effective cooling is critical, particularly for high Bulk Modulus materials that generate significant heat. I typically use high-pressure or cryogenic coolant systems for these applications, while standard coolant or air mist is sufficient for softer materials.
Below is a table summarizing my recommended cutting parameters based on material Bulk Modulus. These values have been refined over time through extensive experimentation.
| Material Category | Bulk Modulus Range (GPa) | Feed Rate (in/min) | Spindle Speed (RPM) | Depth of Cut (in) | Coolant Type | Typical Observations |
|---|---|---|---|---|---|---|
| High-Stiffness Metals | >150 | 8 – 15 | 1000 – 1500 | 0.003 – 0.008 | High-pressure coolant | High forces; careful control needed |
| Medium-Stiffness Alloys | 70 – 150 | 15 – 25 | 1500 – 2200 | 0.008 – 0.015 | Standard coolant | Balanced performance, moderate wear |
| Low-Stiffness Metals | 40 – 70 | 25 – 35 | 2200 – 3000 | 0.015 – 0.025 | Moderate coolant | Higher speeds; watch for vibration |
| Plastics and Polymers | <5 | 40 – 70 | 3000 – 5000 | 0.020 – 0.040 | Air or minimal coolant | Low force; careful to avoid melting |
| Composite Materials | 5 – 20 | 20 – 40 | 1800 – 2500 | 0.010 – 0.020 | Standard coolant | Adjust for fiber orientation |
| Ceramics and Carbides | >300 | 5 – 10 | 800 – 1200 | 0.002 – 0.005 | Cryogenic or specialized | Extreme caution; risk of fracture |
| Soft Metals (e.g., Brass) | 100 – 130 | 20 – 30 | 2000 – 3000 | 0.005 – 0.010 | Standard coolant | Lower forces; good finish achievable |
Using this table as a starting point, I fine-tune the parameters based on real-time feedback. Adjustments are made iteratively until the optimal balance between material removal rate and tool longevity is reached.
3. Effective Cooling and Lubrication Techniques
One area where I have seen dramatic improvements in machining quality is through the use of effective cooling and lubrication. High Bulk Modulus materials, due to their high resistance to deformation, typically generate a lot of heat. Managing this heat is essential for both the longevity of the cutting tool and the quality of the finished surface.
Cooling Best Practices:
- High-Pressure Coolant Systems:
For high Bulk Modulus materials, I rely on high-pressure coolant systems that deliver a steady stream of coolant directly at the cutting zone. This method helps reduce the temperature and flushes away chips effectively. - Cryogenic Cooling:
In some cases—especially when machining extremely stiff or brittle materials—I have used cryogenic cooling. Liquid nitrogen, for example, can bring down the temperature significantly, which minimizes thermal stresses. - Air Mist Systems:
For lower Bulk Modulus materials, a simple air mist coolant system is often sufficient. It provides enough cooling without overwhelming the workpiece.
Lubrication Strategies:
- Proper Lubricant Selection:
Choosing the right lubricant is critical. I often use synthetic coolants that provide both lubrication and cooling benefits. For softer materials, water-based lubricants help prevent material adhesion and maintain a smooth finish. - Regular Maintenance:
Ensuring that the coolant system is free of contaminants and maintained at the proper pressure is vital. I have learned that even small lapses in coolant quality can lead to increased tool wear and poor surface finish.
4. Real-Time Monitoring and Process Feedback
Modern machining centers are equipped with sensors that allow for real-time monitoring of various parameters such as cutting forces, temperature, and vibration. I make it a point to leverage this data during the machining process.
Key Aspects of Monitoring:
- Cutting Force Sensors:
These sensors help me detect any sudden spikes in cutting force. If a spike occurs, it could indicate an issue with the material, tool wear, or an improper parameter setting. Immediate adjustments based on this feedback can prevent damage. - Temperature Monitoring:
Monitoring the temperature at the cutting interface is crucial, especially when working with high Bulk Modulus materials. I set up alarms for temperature thresholds to ensure that the process stays within optimal limits. - Vibration Analysis:
Vibration sensors are particularly useful when machining materials that are prone to chatter. By monitoring vibration, I can adjust the feed rate or modify the clamping setup to reduce the risk of chatter.
Integrating these monitoring tools has allowed me to become more responsive to changes during the machining process. It’s one thing to set the parameters and hope for the best; it’s another to have real-time data guiding your decisions.
5. Continuous Improvement and Learning from Experience
I believe that the best practices I follow today are the result of years of trial and error, continuous improvement, and learning from each machining project. Every material and every job brings new challenges. I constantly review the data from past projects, update my tables, and refine my processes.
Key Lessons from My Experience:
- Start Conservatively:
I always begin with conservative cutting parameters, especially when working with a new material. It’s better to start slow and gradually increase speed as I gain confidence. - Document Everything:
Maintaining detailed records of machining parameters, tool performance, and outcomes has been invaluable. I document every change I make and its effect on the machining process. This record serves as a guide for future projects. - Collaborate with Peers:
I regularly discuss machining challenges with colleagues. Sharing experiences helps uncover innovative solutions that I might not have considered on my own. - Invest in Quality Equipment:
High-quality tooling, cooling systems, and monitoring equipment may have a higher upfront cost, but they pay off in terms of improved efficiency and product quality. I have seen firsthand how investing in the right tools can make a significant difference when machining high Bulk Modulus materials.
6. Practical Examples and Case Studies
Let me share another real-world example that underscores the importance of these best practices. I was once tasked with machining a series of components for a high-performance automotive application. The material was a high-strength aluminum alloy with a Bulk Modulus in the lower range for metals. Initially, the parts were coming out with surface imperfections and slight dimensional inaccuracies.
I reviewed our material data, adjusted the cutting parameters based on the recommended values in my parameter table, and made sure that the coolant system was set up optimally. I reduced the depth of cut, increased the spindle speed slightly, and switched to a more efficient mist coolant system. The adjustments led to a dramatic improvement: the surface finish improved, the dimensions stabilized, and tool wear decreased noticeably. This case reinforced the idea that even small parameter tweaks, when informed by a deep understanding of Bulk Modulus, can yield substantial benefits.
7. Data-Driven Decision Making
Using data tables is not just about following preset numbers—it’s about understanding the relationship between material properties and machining outcomes. I rely heavily on data to make informed decisions. Here’s another table that summarizes how different machining strategies correlate with performance metrics for various material categories based on their Bulk Modulus:
| Material Category | Bulk Modulus (GPa) | Recommended Feed Rate (in/min) | Optimal Spindle Speed (RPM) | Depth of Cut (in) | Typical Surface Finish (Ra, μm) | Observed Tool Life (hrs) | Key Observation |
|---|---|---|---|---|---|---|---|
| High-Stiffness Metals | >150 | 8 – 15 | 1000 – 1500 | 0.003 – 0.008 | 0.3 – 0.5 | 4 – 6 | High forces, rapid tool wear; adjust aggressively |
| Medium-Stiffness Alloys | 70 – 150 | 15 – 25 | 1500 – 2200 | 0.008 – 0.015 | 0.4 – 0.7 | 6 – 8 | Balanced performance; moderate adjustments |
| Low-Stiffness Metals | 40 – 70 | 25 – 35 | 2200 – 3000 | 0.015 – 0.025 | 0.5 – 1.0 | 8 – 10 | Lower cutting forces; potential for vibration |
| Plastics and Polymers | <5 | 40 – 70 | 3000 – 5000 | 0.020 – 0.040 | 1.0 – 2.0 | 10 – 12 | Easy to machine; care needed to avoid melting |
| Composite Materials | 5 – 20 | 20 – 40 | 1800 – 2500 | 0.010 – 0.020 | 0.6 – 1.2 | 7 – 9 | Fiber orientation critical; adjust as needed |
| Ceramics and Carbides | >300 | 5 – 10 | 800 – 1200 | 0.002 – 0.005 | 0.2 – 0.4 | 3 – 5 | Extreme caution; very brittle, high risk of fracture |
| Soft Metals (e.g., Brass) | 100 – 130 | 20 – 30 | 2000 – 3000 | 0.005 – 0.010 | 0.4 – 0.8 | 8 – 10 | Consistent performance; good surface finish |
This table represents a synthesis of my practical experience and serves as a guide for setting up machining operations. By studying these correlations, I can predict outcomes and make adjustments before any real issues arise.
8. Final Recommendations and Takeaways
After years of working with various materials and machining processes, I have come to appreciate the critical role that Bulk Modulus plays. Here are my final recommendations:
- Integrate Material Testing Early:
Always begin with a small-scale test. Analyze the material’s Bulk Modulus and other properties before committing to full-scale production. - Choose the Right Tool:
Invest in quality cutting tools that are appropriate for the material’s stiffness. Remember that tool choice can significantly affect both surface finish and tool life. - Optimize Your Parameters:
Use data-driven approaches to adjust feed rates, spindle speeds, and depths of cut. Never assume that one setting fits all materials—each material demands its own optimization. - Implement Robust Cooling:
Ensure your cooling and lubrication systems are up to the task. This is especially important for materials with high Bulk Modulus where heat buildup can be detrimental. - Monitor in Real Time:
Take advantage of modern machining centers’ monitoring capabilities. Real-time data is invaluable for making adjustments on the fly. - Document and Learn:
Maintain detailed records of your machining setups and results. Use this documentation to continuously refine your approach and share insights with your team.
Concluding Thoughts
Machining is as much an art as it is a science. By focusing on the role of Bulk Modulus, I have been able to enhance both material selection and cutting performance in my projects. These best practices are not just guidelines—they are the result of real-world experience and continuous learning.
I hope that by sharing my approach, you can apply these strategies to your own machining projects. Whether you’re working in aerospace, automotive, medical devices, or any other industry, understanding and adapting to the Bulk Modulus of your materials can lead to improved efficiency, better quality, and longer tool life.
In summary, treat every machining operation as an opportunity to learn and optimize. With careful material selection, proper tooling, and precise parameter adjustments, the challenges posed by Bulk Modulus can be transformed into a competitive advantage. Embrace the data, listen to your machine, and always be prepared to tweak your process to achieve the best results.
Part 6: Conclusion & Future Trends
After years of hands-on work and continuous learning, I’ve come to appreciate the critical role that Bulk Modulus plays in machining. In every project—from aerospace to automotive and medical devices—understanding Bulk Modulus has allowed me to optimize material selection and cutting performance. This knowledge not only improves efficiency and tool life but also enhances overall part quality.
Key Takeaways
- Material Behavior:
Bulk Modulus is a fundamental property that indicates how resistant a material is to compression. High Bulk Modulus materials, such as titanium alloys and ceramics, require conservative cutting parameters to manage high forces and tool wear. In contrast, lower Bulk Modulus materials like aluminum and polymers allow for higher speeds but demand careful control to prevent deformation. - Tooling and Parameters:
Choosing the right cutting tool and optimizing cutting parameters are critical. I’ve learned that for high Bulk Modulus materials, selecting coated carbide or diamond-tipped tools and using lower feed rates and spindle speeds can make a significant difference. For materials with lower Bulk Modulus, sharper tools and higher speeds work best when balanced with appropriate coolant strategies. - Cooling and Real-Time Monitoring:
Effective cooling—whether via high-pressure systems, cryogenic methods, or air mist—is essential to manage the heat generated during machining. Real-time monitoring of cutting forces, temperature, and vibrations helps me make immediate adjustments, ensuring a smooth machining process.
Future Trends
As technology continues to advance, I foresee several exciting trends that will further enhance our understanding and application of Bulk Modulus in machining:
- Advanced Materials and Composites:
New materials, including metal matrix composites and advanced polymers, will increasingly be engineered with specific Bulk Modulus values in mind. This will enable even more tailored machining processes and open up innovative applications in high-performance industries. - Smart Machining Systems:
The integration of artificial intelligence and machine learning in CNC systems will provide predictive analytics. These systems will automatically adjust machining parameters in real time based on continuous monitoring of Bulk Modulus-related behaviors, leading to further improvements in quality and efficiency. - Enhanced Simulation Tools:
The development of more advanced simulation software will allow engineers to model how different Bulk Modulus values affect machining processes before physical trials. This digital prototyping will reduce downtime and material waste, optimizing the entire production workflow. - Sustainable Machining Practices:
With increasing emphasis on sustainability, future machining processes will incorporate eco-friendly coolants and energy-efficient machines. A deeper understanding of material properties like Bulk Modulus will help in designing processes that reduce waste and extend tool life, thereby lowering the environmental footprint.
Final Thoughts
My journey with Bulk Modulus has taught me that even small improvements in understanding material properties can lead to significant enhancements in machining operations. Whether you’re an experienced engineer or a CNC hobbyist, integrating Bulk Modulus into your material selection and process optimization strategies can offer a competitive edge.
I encourage you to experiment, document your findings, and continuously refine your approach. As technology evolves, staying informed about advances in material science and machining techniques will help you remain at the forefront of precision manufacturing.
Frequently Asked Questions (FAQ)
- What is Bulk Modulus and why is it important in machining?
Bulk Modulus is a measure of a material’s resistance to uniform compression. It is crucial in machining because it influences how a material responds to cutting forces, affecting tool wear, cutting performance, and surface finish. - How does Bulk Modulus differ from other moduli like Young’s and Shear Modulus?
While Young’s Modulus measures tensile stiffness and Shear Modulus measures resistance to shear deformation, Bulk Modulus specifically quantifies a material’s resistance to uniform compression, which is directly relevant to machining forces. - Which materials typically have a high Bulk Modulus?
Materials such as titanium alloys, stainless steel, ceramics, and tungsten carbide usually have a high Bulk Modulus. These materials are strong and resistant to deformation, but they also require more conservative machining parameters. - What challenges do high Bulk Modulus materials present in machining?
High Bulk Modulus materials tend to generate higher cutting forces, leading to rapid tool wear, increased heat generation, and the need for specialized tooling and cooling methods. - How do machining strategies differ for low Bulk Modulus materials?
Low Bulk Modulus materials, such as aluminum alloys and polymers, require adjustments to avoid excessive deformation. They allow for higher cutting speeds but need careful control of feed rate and depth of cut to maintain precision. - What type of cutting tools is best for high Bulk Modulus materials?
For high Bulk Modulus materials, I recommend using coated carbide or diamond-tipped tools, as they are better equipped to handle the higher forces and resist rapid wear. - How can I adjust my cutting parameters based on Bulk Modulus?
Generally, higher Bulk Modulus materials need lower feed rates, reduced spindle speeds, and shallower depths of cut to minimize cutting forces. For lower Bulk Modulus materials, you can often use higher speeds, but monitor for deformation. - What cooling strategies work best for materials with high Bulk Modulus?
High-pressure coolant systems and cryogenic cooling are effective for high Bulk Modulus materials. These methods help dissipate the heat generated during cutting, preserving tool life and ensuring a quality surface finish. - Can real-time monitoring improve machining outcomes with respect to Bulk Modulus?
Yes, using sensors to monitor cutting forces, temperature, and vibration in real time allows for immediate adjustments during machining, leading to improved performance and reduced downtime. - How does Bulk Modulus affect surface finish during machining?
Materials with a high Bulk Modulus tend to require precise control to achieve a good surface finish. If cutting parameters are not optimized, increased forces can lead to chatter and rougher surfaces. - Are there any software tools to help simulate machining processes based on Bulk Modulus?
Advanced simulation software is increasingly available that allows engineers to model the impact of Bulk Modulus on machining processes, helping to optimize parameters before production begins. - How do I measure the Bulk Modulus of a material?
Bulk Modulus is typically measured using standardized tests that apply uniform pressure to a material sample and record the corresponding change in volume. These measurements are often provided in material data sheets. - What industries benefit most from considering Bulk Modulus in their machining processes?
Industries such as aerospace, automotive, and medical device manufacturing benefit significantly from considering Bulk Modulus, as precise machining is critical in these fields. - How can I reduce tool wear when machining high Bulk Modulus materials?
To reduce tool wear, use high-quality, coated tools, optimize cutting parameters (lower feed rates and spindle speeds), and employ effective cooling strategies to manage the generated heat. - What future trends should I watch regarding Bulk Modulus and machining?
Look for advances in smart machining systems with real-time monitoring, enhanced simulation tools, and the development of new materials with engineered Bulk Modulus properties, all of which will continue to drive innovation in the field.
Other Articles You Might Enjoy
- Machining Techniques for Parts: Unlocking CNC and Cutting-Edge Tech
I. Introduction I remember the first time I realized how critical machining is to modern manufacturing. I was interning at a small shop, watching a CNC machine carve intricate features…
- How Does Tensile Stress Affect CNC Machining Processes
Tensile stress is a fundamental concept in material science that has far-reaching implications in CNC machining processes. Understanding how tensile stress interacts with various materials can greatly impact the effectiveness…
- The Role of the Shear Stress Equation in CNC Process Optimization
A Personal Approach to CNC Process Optimization As someone who’s spent years working in the CNC machining field, I've come to realize that understanding the Shear Stress Equation is not…
- Understanding the Stress Strain Curve for CNC Material Selection
The Importance of the Stress-Strain Curve in CNC Machining In the world of CNC machining, understanding the stress-strain curve isn't just a technical necessity—it's a strategic advantage. When I first…
- Decoding Carbon Fiber Strain in Advanced Machining Applications
Introduction: The Unique Properties and Applications of Carbon Fiber I’ve always been fascinated by how materials behave under stress. Carbon fiber, in particular, has this almost legendary status in aerospace,…
- How Yield Stress Impacts CNC Machining and Material Performance
Introduction to Yield Stress and Its Importance in CNC Machining When we think about machining and materials, yield stress is one of the most crucial properties to understand. Yield stress…
- Introduction to Precision Parts Machining: Cutting and Special Processes
Precision parts cutting machining primarily includes precision turning, mirror grinding, and lapping. Using finely ground single-crystal diamond tools on precision lathes, ultra-fine turning is performed with a cutting thickness of…
- Exploring the Wonders of Cutting Fluids in CNC Machining Parts
Cutting fluids play a crucial role in the world of CNC machining, and their significance cannot be overstated. Whether it's reducing friction and wear, cooling down the cutting zone, or…
- Exploring the Influence of Cutting Factors on CNC Machining Parts
When it comes to CNC machining, understanding the mechanics of cutting is crucial. Various factors influence the cutting process, impacting everything from the quality of the finished part to the…
- How Ductility Influences CNC Machining Processes
Introduction Ductility is a critical material property that significantly influences the CNC machining processes used in manufacturing. It refers to a material's ability to deform under tensile stress, which allows…
- High-Speed Cutting Legends Transforming CNC Machining Parts
High-speed cutting (HSM or HSC) is not just a technological advancement; it's a fascinating journey of innovation that has transformed CNC machining parts over the decades. Let's take a trip…







