
I. Introduction
Blow molding is everywhere, even if we don’t always notice it. From plastic bottles and oil cans to shampoo containers, blow mold technology shapes the products we use daily.
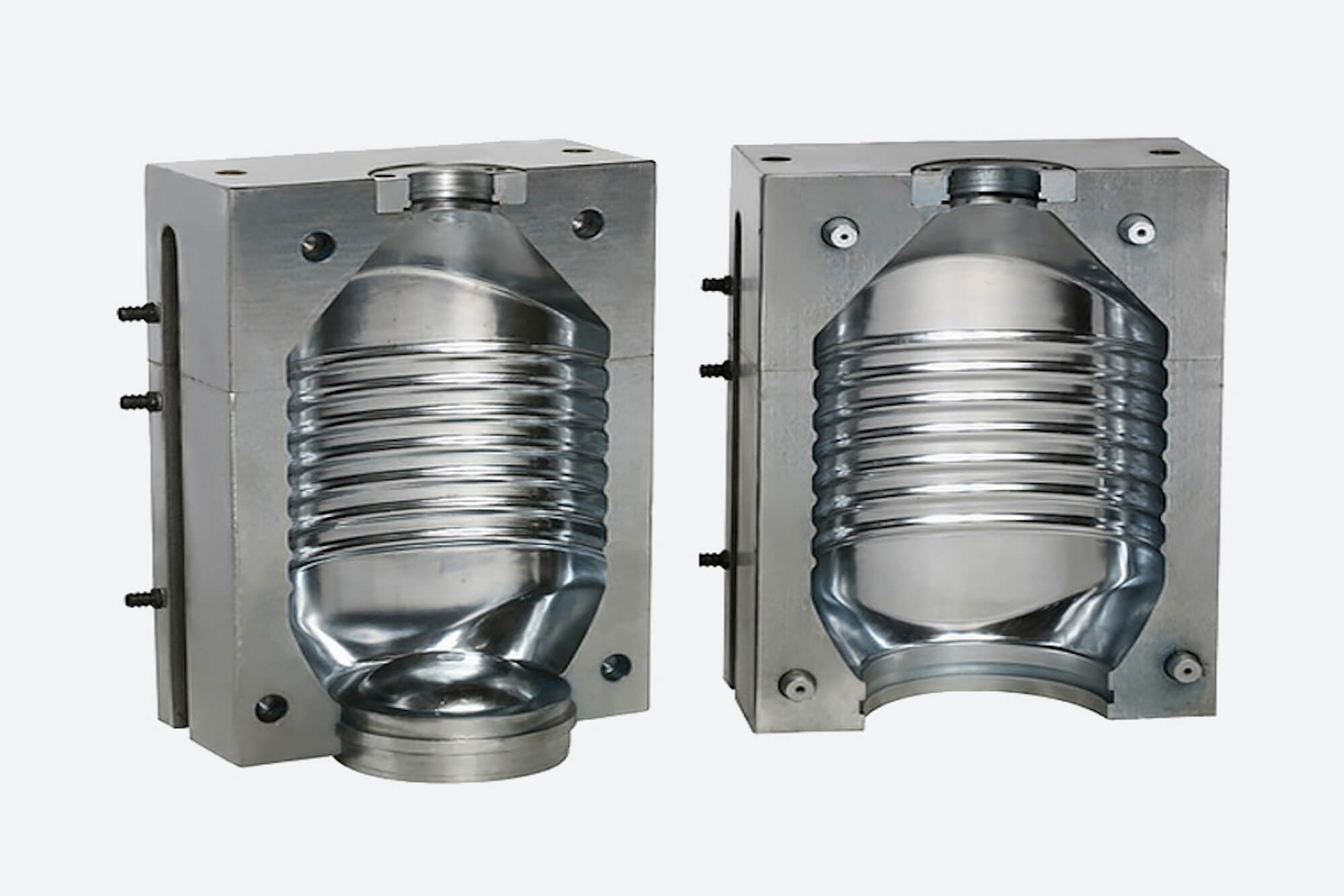
A blow mold is a specialized tool that shapes molten plastic into hollow objects. The quality of the mold itself determines product quality, production speed, and cost-efficiency. And that’s exactly where CNC machining steps in.
I’ve worked with mold manufacturing processes extensively. What I learned quickly is that CNC machining isn’t just an option—it’s essential. Traditional machining or manual processes can’t achieve the precision, speed, and consistency modern industries need. CNC machining has changed everything, especially for blow mold production.
When you integrate CNC machining into blow mold manufacturing, precision improves dramatically. You can repeatedly achieve tight tolerances, smooth surfaces, and complex geometries. This boosts productivity, shortens mold delivery times, and directly impacts profitability.
In this guide, I’ll share practical knowledge, experiences, and clear insights on why CNC is the preferred method for blow mold manufacturing. We’ll explore everything from basic mold structures to advanced CNC machining techniques. Whether you’re an engineer, mold maker, or purchasing manager, understanding how CNC impacts blow mold production can transform your results.
II. Understanding Blow Mold Structures and Functions
Before diving into CNC details, let’s briefly cover blow mold basics. You have to know exactly what you’re machining, and why precision matters so much.
Key Components of a Blow Mold
A typical blow mold includes several essential parts:
- Cavity and Core: Shapes the external and internal surfaces of the finished product.
- Cooling System: Regulates temperature to speed up the molding cycle.
- Parting Lines: The junction where mold halves meet, crucial for sealing and ejection.
- Neck Rings and Inserts: Essential for threads, caps, or specialized features.
I’ve noticed that newcomers often underestimate the complexity of a blow mold. It isn’t just about carving a metal cavity. Cooling efficiency, parting line accuracy, and insert positioning play critical roles in mold performance.
Types of Blow Molds
Here’s a quick overview of common blow mold types:
| Type of Blow Mold | Process Overview | Typical Products | Complexity Level |
|---|---|---|---|
| Extrusion Blow Mold | Plastic tube extruded then inflated | Bottles, oil containers | Medium |
| Injection Blow Mold | Preform injected, reheated, then blown | Pharmaceutical bottles | High |
| Stretch Blow Mold | Preform stretched and blown simultaneously | Beverage bottles (PET) | Very High |
Each type has unique CNC machining needs. For example, injection blow molds need extremely precise core inserts, while extrusion molds often require specialized cooling channels. I once worked on a PET beverage bottle mold (stretch blow), where CNC machining reduced cycle time by nearly 20% simply by improving the cooling channels.
Essential Requirements for CNC Blow Molds
When machining blow molds with CNC, consider these requirements:
- Surface Quality: Typically requires a finish Ra < 0.8 µm for minimal friction and aesthetic quality.
- Dimensional Precision: Usually ±0.01 mm for critical surfaces to maintain part tolerances.
- Thermal Stability: Uniform cooling channel distribution ensures consistent thermal properties.
- Long Mold Life: Properly machined molds often last millions of cycles, significantly reducing production costs.
To give you a sense of scale, here’s a typical precision requirement table I use:
| Mold Feature | Standard Tolerance | Recommended CNC Method |
|---|---|---|
| Core Diameter | ±0.01 mm | Precision milling |
| Cooling Channels | ±0.02 mm | Deep-hole CNC drilling |
| Parting Line Accuracy | ±0.015 mm | CNC profile milling |
| Surface Finish | Ra 0.4–0.8 µm | High-speed finishing |
| Insert Pocket Fit | ±0.005 mm | CNC milling & reaming |
| Neck Threads | ±0.01 mm | CNC turning or milling |
The standards above aren’t just ideal—they’re expected. Achieving them consistently is why CNC has become the default technology for blow mold production.
III. CNC Machining Applications in Blow Mold Production
Blow mold manufacturing isn’t just about shaping metal. It’s about achieving accuracy and consistency, part after part. CNC machining provides exactly this, ensuring each mold meets stringent specifications every time.
In my experience, there are three main areas where CNC machining excels in blow mold production:
1. Cavity and Core Milling
The cavity and core are the heart of every blow mold. They define the shape, quality, and precision of the final plastic product. CNC machining enables incredibly accurate cavity shapes, smooth surfaces, and complex geometries.
High-speed CNC milling is commonly used here. It ensures excellent surface finishes, usually between Ra 0.4 to 0.8 µm, minimizing the need for extensive manual polishing. In my shop, I routinely achieve precision of ±0.005 mm on complex core shapes using 5-axis CNC machines.
Here’s an example of typical CNC milling parameters for aluminum blow mold cavities:
| Operation | Tool Type | Spindle Speed (RPM) | Feed Rate (mm/min) | Depth of Cut (mm) |
|---|---|---|---|---|
| Roughing Pass | Carbide End Mill | 12,000 | 1,500 | 1–2 |
| Semi-Finish Pass | Ball Nose End Mill | 15,000 | 800 | 0.5–1 |
| Finish Pass | Ball Nose End Mill | 18,000 | 500 | 0.1–0.3 |
| Final Polishing | High-Speed Tooling | 20,000 | 300 | <0.1 |
These settings have consistently delivered mold cavities that require minimal polishing and fit precisely into the production line.
2. CNC Machined Cooling Channels
Effective cooling directly impacts blow mold productivity. Poorly drilled cooling channels lead to uneven cooling, longer cycle times, and inconsistent product quality. With CNC drilling, I ensure precise cooling channel alignment, depth, and spacing—vital for uniform cooling.
Advanced CNC machines, particularly deep-hole drills, achieve cooling channels with positional accuracy of ±0.02 mm. This accuracy significantly reduces cycle time—often by as much as 15-20%.
Here’s a quick reference table I use for optimal cooling channel dimensions in typical blow molds:
| Product Type | Channel Diameter | Channel Spacing | Positional Tolerance |
|---|---|---|---|
| Beverage Bottles | 8–12 mm | 20–25 mm | ±0.02 mm |
| Oil Containers | 10–15 mm | 25–30 mm | ±0.02 mm |
| Cosmetic Bottles | 6–10 mm | 15–20 mm | ±0.02 mm |
| Industrial Parts | 12–20 mm | 30–40 mm | ±0.02 mm |
These precise parameters, achievable only through CNC machining, deliver shorter cycle times and consistently high-quality molded products.
3. Machining of Inserts and Slides
Blow molds often require inserts for threads, logos, or custom shapes. CNC machining excels at precisely creating pockets and features for these inserts. Machining tolerances of ±0.005 mm are typical, ensuring perfect fits and no issues during high-speed mold operation.
IV. CNC Workflow for Blow Mold Tooling
I’ve found the CNC workflow for blow mold tooling is critical to maintaining quality and repeatability. Here’s my typical step-by-step CNC workflow:
Step 1: CAD Design and Preparation
Everything begins in CAD. SolidWorks, Siemens NX, or CATIA models define the exact mold geometry. I ensure every detail—surface texture, inserts, cooling channels—is clearly defined.
Step 2: CAM Programming
Using software like Siemens NX CAM, Mastercam, or PowerMill, I generate precise CNC tool paths. The goal here is optimized machining efficiency without sacrificing mold quality.
Typical CAM software used in blow mold machining:
| Software | Strength | Typical Users |
|---|---|---|
| Siemens NX | Comprehensive, high accuracy | Automotive, aerospace molds |
| Mastercam | User-friendly, versatile | Medium-complexity molds |
| PowerMill | Excellent for complex surfaces | High-end PET molds, cosmetics |
| SolidCAM | Integrated CAD/CAM environment | General mold machining |
Step 3: CNC Machine Setup
Precise fixture setup, tool selection, and zero-point alignment are crucial. Mistakes here can ruin an entire batch of expensive mold blanks.
I always double-check:
- Fixture flatness and alignment (within ±0.01 mm)
- Tool length and diameter measurements
- Workpiece coordinates and zero-point settings
Step 4: CNC Machining
Machining usually involves multiple stages: roughing, semi-finishing, finishing, and polishing passes. Each step progressively refines mold accuracy and surface quality.
Step 5: Inspection and Verification
After CNC machining, each mold undergoes rigorous inspection. We measure critical dimensions, surface roughness, and cooling channel accuracy using CMM (Coordinate Measuring Machine) and optical tools.
A typical mold inspection checklist:
| Inspection Item | Required Tolerance | Tool Used |
|---|---|---|
| Cavity Dimensions | ±0.01 mm | CMM |
| Cooling Channel Depth | ±0.02 mm | Deep-hole gauges |
| Surface Roughness | Ra 0.4–0.8 µm | Surface profiler |
| Insert Pocket Fit | ±0.005 mm | Gauge blocks |
| Parting Line Accuracy | ±0.015 mm | Optical comparator |
| Overall Mold Alignment | ±0.02 mm | CMM |
This verification step ensures zero defects before the mold goes into production, reducing costly downstream adjustments.
V. Materials for Blow Molds and CNC Considerations
Choosing the right material for your blow mold directly affects your CNC machining strategy and final product quality. Over the years, I’ve machined molds from various materials and learned first-hand how important material selection is.
Common Materials for Blow Molds
Here are the primary materials I regularly encounter when machining blow molds:
- Aluminum Alloys (7075, 6061)
- Pre-hardened Tool Steel (P20)
- Hot Work Tool Steel (H13)
- Stainless Steel (420, 316L)
- Copper-based Alloys (MoldMAX)
Each of these materials comes with unique CNC machining requirements and characteristics. Let’s go deeper into these:
| Material | Machinability | Thermal Conductivity | Wear Resistance | Typical Applications |
|---|---|---|---|---|
| Aluminum (7075) | Excellent | High | Moderate | Beverage, cosmetic, thin-wall molds |
| Aluminum (6061) | Very Good | High | Moderate | Prototype molds, lower volume runs |
| P20 Steel | Good | Moderate | Good | General industrial, thicker parts |
| H13 Steel | Moderate | Moderate-High | Excellent | High-volume, high-temp applications |
| Stainless Steel 420 | Moderate-Poor | Low-Moderate | Very Good | Corrosive materials, medical molds |
| Copper Alloy MoldMAX | Moderate | Very High | Moderate-Good | Precise cooling, high-speed molds |
CNC Machining Strategies by Material
Here’s what I’ve learned about CNC machining each of these materials for blow mold tooling:
Aluminum Alloys (7075, 6061):
Aluminum is my go-to choice for molds that require high thermal conductivity and rapid machining. With aluminum, you can achieve faster feed rates and reduced cycle times.
- Recommended tools: Solid carbide, diamond-coated tools
- Machining speed: 12,000–20,000 RPM
- Cooling: Mist coolant or air blast
P20 Steel:
P20 offers good balance, but it demands more rigid tools and slower cutting parameters. Tool wear is moderate, so careful monitoring is essential.
- Recommended tools: Carbide, coated end mills
- Machining speed: 6,000–12,000 RPM
- Cooling: Flood coolant
H13 Steel:
H13 is tough and abrasive. CNC machining H13 requires premium coated carbide tools and slower feed rates to prevent tool breakage.
- Recommended tools: TiAlN-coated carbide
- Machining speed: 4,000–10,000 RPM
- Cooling: High-pressure flood coolant
Stainless Steel (420, 316L):
These alloys are challenging. They tend to work-harden and wear tools quickly. Proper tool selection and slower feeds help manage this issue.
- Recommended tools: High-performance carbide, ceramic inserts
- Machining speed: 3,000–8,000 RPM
- Cooling: Flood coolant, consistent lubrication
Copper-based Alloy (MoldMAX):
Copper alloys are excellent for molds needing rapid cooling, but they are gummy and difficult to machine at high speeds. Slow speeds and careful lubrication are critical.
- Recommended tools: Sharp carbide, polished flutes
- Machining speed: 4,000–10,000 RPM
- Cooling: Oil-based coolant
In short, your CNC strategy must match your chosen material. I learned quickly never to underestimate the impact of small tweaks in speeds and feeds based on mold material. It’s these small adjustments that ensure high-quality, precision blow molds every time.
VI. Surface Finishing and Texture in CNC-Machined Blow Molds
Surface finishing is more than aesthetics. When machining blow molds, the surface texture dramatically affects the final plastic product’s appearance, cycle time, and quality consistency. Early in my career, I underestimated this—until I saw how even minor surface imperfections affected product quality.
CNC’s Role in Surface Finish
CNC machining can produce excellent surface finishes directly, significantly reducing manual polishing afterward. For most blow molds, I target a CNC-machined surface finish of Ra 0.4–0.8 µm. Achieving this consistency reduces post-processing time dramatically, from days down to hours.
Here’s a useful comparison of CNC achievable surface finishes versus other methods:
| Finishing Method | Typical Ra (µm) | Time Required | Cost Level | Consistency |
|---|---|---|---|---|
| CNC Machining | 0.4–0.8 | Hours | Moderate | Excellent |
| EDM (Electrical Discharge) | 1–3 | Days | High | Good |
| Manual Polishing | 0.2–0.8 | Days–Weeks | High | Variable (operator dependent) |
| Laser Texturing | 1–2 | Hours | High | Excellent |
Post-Machining Surface Treatments
For blow molds, several post-machining treatments further enhance CNC-produced surfaces:
- Manual Polishing: For mirror-like finishes or transparent bottle molds.
- EDM Texturing: For precise matte or textured surfaces.
- Laser Engraving: For logos, branding, or precise texture patterns.
I prefer CNC high-speed machining combined with laser texturing. This combination gives excellent consistency and visually appealing surfaces.
Practical CNC Surface Finishing Tips
From direct experience, here are a few key recommendations:
- High-speed, low-feed finishing passes: Small stepovers (0.02–0.05 mm) dramatically improve surface smoothness.
- Use sharp, polished-flute tools: Minimize cutting forces and avoid micro-tears.
- Maintain stable temperatures: Temperature variations cause surface imperfections due to thermal expansion.
- Choose proper toolpath strategies: Adaptive milling and constant-engagement paths ensure even tool wear and surface finish consistency.
These strategies have consistently helped me deliver high-quality blow molds that require minimal post-processing, directly improving lead time and profitability.
VII. Common Problems in CNC Blow Mold Machining
Working extensively with CNC for blow mold manufacturing taught me a lot about problems you can encounter—and how to fix or avoid them altogether. Here are the most common issues I’ve seen and my practical solutions.
1. Tool Wear and Breakage
Tool wear is a major challenge, especially when machining tough mold materials like stainless steel or H13 steel. Excessive tool wear leads to poor surface finish and dimensional inaccuracies.
Solution:
- Choose premium carbide tools with specialized coatings like TiAlN.
- Use adaptive toolpath strategies to maintain consistent cutting conditions.
- Regularly monitor tool life, and proactively replace tools before failure.
2. Vibration and Chatter Marks
Vibration during machining leaves visible marks, reducing surface quality and precision. In blow molds, even minor chatter marks can seriously affect product finish.
Solution:
- Ensure rigid setups with proper clamping and balanced tools.
- Reduce tool length to minimize vibration.
- Adjust spindle speed and feed rate to find a stable machining window.
3. Thermal Expansion and Part Deformation
When machining large blow molds, thermal expansion can significantly distort molds, causing tolerance problems and misalignment.
Solution:
- Use consistent coolant to stabilize temperature.
- Machine mold sections sequentially, allowing cooling intervals.
- Pre-heat or stress-relieve mold materials before CNC machining if required.
4. Thin-Wall Mold Area Deformation
Thin walls in blow mold cavities tend to deform easily under machining forces. I’ve faced this often with cosmetic bottle molds.
Solution:
- Use smaller diameter end mills and light cutting passes.
- Reinforce thin sections temporarily with supportive fixtures or inserts.
- Opt for vibration-reducing toolpath strategies (e.g., high-speed machining, trochoidal paths).
5. Incorrect Cooling Channel Placement
Poorly positioned cooling channels compromise mold cycle times and product quality.
Solution:
- Plan channels meticulously in CAD before CNC.
- Use CNC deep-hole drilling for accurate placement.
- Verify cooling efficiency through simulation tools before machining.
Here’s a troubleshooting summary I frequently use:
| Problem | Common Causes | Recommended CNC Solutions |
|---|---|---|
| Excessive tool wear | Hard materials, wrong speeds | Premium coated tools, adaptive machining |
| Surface vibration | Long tool, high cutting force | Shorten tool, reduce depth/feed |
| Thermal deformation | Heat buildup during machining | Consistent coolant, intermittent machining |
| Thin-wall deformation | Excessive cutting force | Smaller tools, lighter passes, fixture support |
| Cooling inefficiency | Poor channel accuracy | CNC deep-hole drilling, CAD/CAM simulation |
Applying these solutions helps consistently deliver precision blow molds that perform reliably and require minimal rework.
VIII. Industrial Case Studies
Real-world cases demonstrate CNC’s crucial role in blow mold manufacturing. Let me share three case studies from my own experience that clearly highlight CNC’s value.
Case Study 1: Beverage Bottle Mold (PET)
Product: PET beverage bottles
Material: Aluminum 7075
Challenges: High cooling efficiency, precise surface quality
CNC Machining Solution: We used 5-axis CNC machining for intricate cavity geometries and deep-hole CNC drilling for accurate cooling channels. We reduced cooling cycle time by 20%, directly boosting productivity and profitability.
| Parameter | Before CNC | After CNC |
|---|---|---|
| Mold Cycle Time (sec) | 20 | 16 |
| Mold Surface Finish (Ra µm) | 1.2 | 0.6 |
| Cooling Channel Tolerance | ±0.1 mm | ±0.02 mm |
Case Study 2: Automotive Oil Container Mold
Product: Lubricant containers
Material: P20 steel
Challenges: High wear resistance, complex geometries
CNC Machining Solution: Implemented adaptive machining strategies with coated carbide tools. CNC precision reduced mold polishing time by 50%, significantly improving lead time.
| Parameter | Manual Machining | CNC Machining |
|---|---|---|
| Mold Delivery Time (days) | 30 | 18 |
| Surface Roughness (Ra µm) | 1.8 | 0.8 |
| Dimensional Tolerance | ±0.05 mm | ±0.01 mm |
Case Study 3: Cosmetic Product Bottle Mold
Product: Shampoo bottles
Material: Aluminum 6061
Challenges: Complex surface curvature, thin walls
CNC Machining Solution: High-speed CNC finishing with small ball-nose end mills provided excellent surface quality and dimensional accuracy, dramatically improving visual aesthetics and functionality.
| Parameter | Traditional Process | CNC Machining |
|---|---|---|
| Surface Consistency | Variable | Excellent |
| Mold Polishing Time (hours) | 40 | 8 |
| Thin-wall accuracy | ±0.2 mm | ±0.02 mm |
These cases clearly show CNC’s transformative impact on blow mold manufacturing. By adopting CNC machining, each project benefited from enhanced precision, reduced lead times, and improved mold performance.
IX. Cost, Lead Time, and Efficiency Gains Through CNC
When discussing blow mold manufacturing with CNC, a common question arises: “Is CNC machining worth the investment?” From my personal experience, the answer is a resounding yes. Here’s why.
CNC Impact on Mold Manufacturing Costs
Initially, CNC machining appears costly due to upfront investment in equipment and tooling. But when you factor in total lifecycle costs, CNC becomes incredibly cost-effective. Let me illustrate this clearly:
| Cost Factor | Traditional Methods | CNC Machining |
|---|---|---|
| Initial Equipment Investment | Low | High |
| Labor Costs | High (manual skill) | Moderate-Low (automation) |
| Tooling Costs | Moderate | Moderate-High |
| Mold Accuracy (Tolerance) | ±0.05–0.1 mm | ±0.005–0.02 mm |
| Surface Quality | Variable | Consistent |
| Maintenance and Rework | Frequent | Rare |
| Total Lifetime Cost (5 years) | High | Lower overall |
In practice, molds machined by CNC rarely need rework, dramatically lowering lifetime operational costs. Reduced labor cost is another major factor. With CNC, skilled labor shifts from manual tasks to monitoring and programming, significantly increasing efficiency.
Reduced Lead Time Through CNC
Lead time reduction has been the biggest advantage in my mold manufacturing experience. Here’s a concrete example from a recent project:
- Traditional mold-making methods:
- Mold delivery: 4–5 weeks
- Polishing and adjustments: 1–2 weeks
- Total lead time: 6–7 weeks
- CNC machining methods:
- Mold machining: 7–10 days
- Polishing and adjustments: 2–3 days
- Total lead time: 9–13 days
In short, CNC reduced our lead time by up to 70%. This isn’t exceptional; it’s typical. Faster mold turnaround gives you competitive advantages in rapid product development and market entry.
Efficiency Gains in Mold Production
Efficiency isn’t just about speed; it’s about consistency and quality. CNC machining ensures repeatability, which means each mold cavity is identical. In blow molding, consistent mold quality directly translates to product consistency, fewer rejects, and lower production costs.
Here’s how CNC machining compares to manual approaches in my operations:
| Efficiency Metric | Manual Machining | CNC Machining |
|---|---|---|
| Average Mold Cycle Time Reduction | Baseline | 10–20% faster |
| Defective Product Rate (%) | ~3–5% | <1% |
| Maintenance Frequency | High | Low |
| Production Downtime | Moderate | Minimal |
When I adopted CNC machining, production efficiency significantly improved—lowering cycle times, defect rates, and downtime. CNC has become essential for remaining competitive and profitable in the blow mold industry.
X. Future Trends
Looking ahead, CNC machining’s role in blow mold manufacturing is only going to increase. There are exciting trends I’m watching closely that will further enhance blow mold production.
1. Digital Twin and Mold Simulation
A “digital twin” is a virtual copy of your mold. Using advanced simulations, I’m now predicting and resolving manufacturing issues before cutting any metal. For blow molds, simulations significantly enhance cooling efficiency, mold durability, and reduce trial-and-error iterations.
2. Hybrid Machining (CNC + 3D Printing + EDM)
I’ve already experimented with combining CNC machining and metal 3D printing. Hybrid machining lets you create intricate internal cooling channels previously impossible to machine. It also allows rapid prototyping of mold inserts, shortening design cycles dramatically.
| Hybrid Process Benefit | Traditional CNC | CNC + 3D Printing/EDM |
|---|---|---|
| Cooling Channel Complexity | Moderate | Very High (complex geometry) |
| Mold Insert Prototyping Time | 1–2 weeks | 2–3 days |
| Cost of Complex Mold Modifications | High | Moderate-Low |
3. Smart Mold Technology and Industry 4.0
Blow molds are becoming smarter. Integrated sensors within molds now provide real-time data—temperature, pressure, and wear patterns—enabling predictive maintenance and optimized production. CNC-machined molds are particularly well-suited for incorporating these precise sensor features.
The future mold shop will fully integrate CNC machining with real-time analytics. This integration significantly boosts mold efficiency, lifespan, and reliability.
Conclusion
From my experience, CNC machining has transformed blow mold production. By offering unmatched precision, speed, and repeatability, CNC directly addresses the main challenges mold manufacturers face.
If you’re still using traditional mold manufacturing methods, I highly recommend considering CNC. The upfront investment is quickly offset by productivity gains, lower lifetime costs, and higher mold performance.
CNC machining isn’t just the present of blow mold manufacturing—it’s the future. Adopting these advanced methods now positions you to lead your industry and deliver superior products consistently.
FAQ
- What’s the main benefit of using CNC for blow mold manufacturing?
Precision, reduced lead times, and repeatability. - Which CNC equipment is best suited for blow molds?
5-axis CNC machining centers and deep-hole drilling machines are ideal. - Can aluminum molds handle high-volume production?
Yes, especially high-grade aluminum alloys like 7075, ideal for moderate-high volume. - What’s the typical CNC-machined surface finish for blow molds?
Typically Ra 0.4–0.8 µm. - How does CNC reduce mold manufacturing costs?
Reduces rework, improves precision, and lowers labor cost. - What CNC machining software is recommended?
Siemens NX CAM, Mastercam, and PowerMill. - How long does it usually take to CNC machine a blow mold?
Usually 7–10 days, compared to 4–5 weeks using traditional methods. - What causes vibration during mold machining?
Poor rigidity, incorrect cutting parameters, and tool wear. - What material is best for precise cooling channels?
Copper alloys (MoldMAX) due to superior thermal conductivity. - Can CNC machining achieve mold textures directly?
Yes, especially with high-speed milling or laser texturing. - What’s the biggest mistake in blow mold CNC machining?
Incorrect cooling channel placement or poor machining strategies causing deformation. - How do I maintain dimensional stability during CNC machining?
Stable coolant use, controlled cutting speeds, and stress-relief processes. - Can CNC-machined molds improve product quality?
Absolutely. Better mold precision directly reduces product defects. - Why is hybrid machining beneficial?
Enables complex features and faster prototyping. - Are CNC molds repairable if damaged?
Yes, CNC allows precise re-machining or insert replacement. - How will Industry 4.0 affect blow mold machining?
Smart molds and digital simulations will increase mold life and production efficiency. - Is investing in CNC for blow mold manufacturing cost-effective?
Yes. The total lifetime cost reduction makes CNC highly cost-effective.
📚 References & Further Reading
For readers seeking additional background or deeper technical understanding of blow mold manufacturing and CNC integration, the following resources provide valuable, non-commercial insights:
- Blow Molding – Wikipedia
A thorough explanation of the blow molding process, including types of blow molds, historical context, and typical applications.
🔗 https://en.wikipedia.org/wiki/Blow_molding
- Numerical Control – Wikipedia
Provides a foundational overview of CNC technology, how it evolved, and its application across industries like moldmaking.
🔗 https://en.wikipedia.org/wiki/Numerical_control
- Tool and Die Making – Wikipedia
Explains the role of CNC in tool, die, and mold manufacturing, particularly relevant to blow mold construction.
🔗 https://en.wikipedia.org/wiki/Tool_and_die_maker
Other Articles You Might Enjoy
- How to Make High-Precision Resin Molds : A Complete Guide for Creators
I. Introduction Creating resin molds has become one of my favorite ways to turn unique ideas into physical reality. Resin molds allow creators like us to reproduce detailed items, ranging…
- How to Make High-Precision Resin Molds : A Complete Guide for Creators
I. Introduction Creating resin molds has become one of my favorite ways to turn unique ideas into physical reality. Resin molds allow creators like us to reproduce detailed items, ranging…
- Master Mold Creation: CNC Techniques and Tips
What is a Master Mold and Its Role in Manufacturing In the manufacturing world, a master mold is a critical component that serves as a precise template for producing multiple…
- How to Make Silicone Molds with CNC: A Complete Guide
Why Choose Silicone Molds and the Role of CNC Technology Creating high-quality silicone molds can be a game-changer in prototyping and small-batch production. Silicone molds offer an efficient way to…
- Grinding Techniques and CNC Machining in Rubber Compression Molding Machine Production
Rubber compression molding machines are essential in various industries that require precise and durable rubber components. One of the key processes in manufacturing these machines is ensuring that all parts,…
- Plastic Rivets Prototyping and Production machining: A Modern Solution for Complex Fasteners
Understanding Plastic Rivets: Types, Uses, and Materials Plastic rivets are versatile fasteners used to join materials in various applications. Unlike metal rivets, plastic rivets are lightweight, corrosion-resistant, and non-conductive, making…
- Cam Bearing Machining with CNC: Precision Fit, Installation, and Repair Guide
Introduction: Why Cam Bearings Matter in CNC Applications Cam bearings may seem minor, but in precision machining and engine performance, their importance is substantial. Over my years working with engine…
- Lead Screw Customization in Manufacturing, Electronics, and Robotics: Applications and Best Practices
Introduction Lead screw customization is a fascinating topic that often comes up when we discuss industrial applications, precision engineering, and automation. Whether we’re talking about manufacturing, electronics, or robotics, lead…
- Machining Techniques for Parts: Unlocking CNC and Cutting-Edge Tech
I. Introduction I remember the first time I realized how critical machining is to modern manufacturing. I was interning at a small shop, watching a CNC machine carve intricate features…







