Introduction
I’ve been fascinated by the way ceramic coating can radically transform the performance of machined parts. Ceramic coating, as a concept, goes well beyond the automotive finishes many of us see in car detailing shops. In high-precision manufacturing, ceramic coating can enhance temperature resistance, reduce friction, and extend the lifespan of components subject to intense wear. I recall the first time I encountered a ceramic-coated cutting tool; the difference in surface hardness compared to a standard tool was remarkable.
In my view, combining ceramic coating with advanced machining processes opens the door to a new era of manufacturing possibilities. Whether we’re talking about aerospace turbine blades enduring thousands of flight hours or automotive brake components that see extreme heat and friction, ceramic coating often plays a pivotal role in durability and performance. Machining these coated parts, however, is not always straightforward. The hardness and chemical properties of ceramic layers demand specialized techniques and tooling.
So, I want to explore how ceramic coating fits into modern machining workflows. I’ve noticed that professionals across automotive, aerospace, industrial tooling, and even consumer goods are increasingly curious about leveraging ceramic coating to reduce maintenance intervals, improve product reliability, and reduce overall operational costs. This piece combines a science-based explanation with my personal take on what does and doesn’t work in real-world machining environments.
Our topic will be relevant to anyone who needs to boost product performance—be they engineers, shop owners, or R&D managers. If you’re curious about how ceramic coating might elevate your manufacturing process, or if you’re already using it and want to refine your techniques, I invite you to follow along. We’ll begin by defining ceramic coating and how it intersects with machining.
Chapter 1: Defining Ceramic Coating and Machining Basics
I’ve often been asked how ceramic coating differs from other surface treatments, like anodizing or electroplating. In short, ceramic coating refers to the process of applying a ceramic-based material onto a substrate (often metal) to improve its surface properties. Those properties might include extreme hardness, elevated thermal tolerance, or lower friction coefficients. Machining, on the other hand, is the process of shaping and refining materials—such as metals or composites—via cutting, drilling, milling, or turning.
1.1 What Exactly Is Ceramic Coating?
Ceramic coating typically involves compounds like silicon carbide, aluminum oxide, zirconia, or other advanced ceramics. Sometimes these coatings are deposited through methods like thermal spraying, chemical vapor deposition (CVD), or physical vapor deposition (PVD). The aim is to create a thin yet robust layer that can protect the underlying metal from wear, corrosion, or thermal damage. I once observed a demonstration in which two identical steel plates were subjected to a high-friction environment. The ceramic-coated plate sustained only minimal scoring, whereas the uncoated plate showed serious surface damage almost immediately.
In consumer contexts, “ceramic coating” is often used to describe nano-ceramic layers applied to automotive paint. While that’s one valid application, industrial uses go further. Engine parts, cutting tools, and even aerospace components benefit from high-performance ceramic coatings that can endure temperature extremes well above 1,000°F (538°C) without breaking down.
1.2 Machining: A Quick Overview
Machining, especially CNC machining, is essential for shaping parts that require tight tolerances. By controlling machine tools—lathes, mills, routers—with precise programming, we can achieve repeatable results in mass production. The synergy between machining and ceramic coating often arises when a part must maintain its geometry under severe stress or heat. In some cases, we machine the part first, then apply the coating. In other scenarios, we might coat a tool itself to handle abrasive or high-temperature cutting jobs.
For instance, I tested a ceramic-coated drill bit for an R&D project once. The difference was striking: the coated tool lasted significantly longer, even in cutting hardened steels. The improved hardness and reduced friction allowed us to maintain more consistent cutting speeds. That’s how ceramic coating can directly influence machining efficiency, either by coating the tool or by coating the final part.
1.3 Ceramic Coating vs. Other Surface Treatments
Ceramic coating is not the only surface treatment out there. Techniques like:
- Anodizing (often used for aluminum)
- Electroplating (common for corrosion protection or decorative finishes)
- Nitriding (enhances surface hardness in steels)
- Chrome plating (traditionally used for wear resistance)
all have their place. Still, ceramic coating stands out for extremely high hardness and thermal stability. If I need to protect a piston dome from temperatures near the upper limits of typical metals, or if I need to reduce friction in a race engine’s high-contact area, ceramic coating is one of the first solutions I consider.
1.4 When Should We Consider Ceramic Coating?
I would say the trigger points are:
- Heat Tolerance: If your part operates at high temperatures—like in aerospace turbines—ceramic coating can keep the substrate from deforming.
- Wear Resistance: Situations with significant friction or abrasive media (e.g., drilling tools, cutting inserts) benefit from an ultra-hard surface.
- Corrosion Resistance: Certain ceramic coatings protect surfaces from acids, salts, and chemical attacks.
- Friction Reduction: Coatings can minimize drag in dynamic systems, improving performance and energy efficiency.
Of course, the question often arises whether the added cost of ceramic coating justifies the performance improvements. In many cases, the extended lifespan of parts or tools offsets the upfront expense, especially when downtime or part replacement is costly. I’ve personally crunched the numbers in a machine shop environment: frequently, the total cost of ownership (TCO) goes down after factoring in fewer tool changes and less frequent maintenance.
1.5 Conclusion of Chapter 1
Ceramic coating is a multifaceted technology, spanning everything from consumer-grade automotive applications to high-stakes aerospace components. Machining, with its capacity to produce complex geometries, pairs naturally with these coatings to unlock new possibilities in durability and performance. I find it helpful to grasp the basics of both fields—coatings and machining—before delving into their synergy. That’s what we’ll explore next.
Chapter 2: The Relationship Between Ceramic Coating and Machining
I remember the first time I tried to machine a part that had already undergone ceramic coating. My team wanted to see if a thin, high-hardness layer could withstand secondary cutting operations. We quickly learned that our standard carbide tools and usual parameters were insufficient because ceramic coating can be orders of magnitude harder than typical metal substrates. This experience opened my eyes to the careful planning needed when combining ceramic coating with precision machining processes.
In this chapter, I’ll explore the interplay between ceramic coating and machining in depth. We’ll look at the mechanical characteristics that coatings add to a metal surface, plus how those enhanced properties impact the way we cut, drill, or mill the underlying part. I’ll also share some anecdotes from my own time in the shop, highlighting both successful outcomes and the pitfalls that come from misunderstanding the coating’s role.
2.1 Fundamentals of Machining in the Context of Ceramic Coating
Machining, at its core, is about shaping a workpiece to meet specified dimensions and tolerances. It may involve milling, turning, drilling, grinding, or other methods. When the workpiece has a ceramic coating, we must consider the coating’s thickness, hardness, and bonding strength. After all, if we cut through or damage the coating during machining, it defeats the purpose of applying that protective layer.
I usually break down the machining of ceramic-coated parts into two broad categories:
- Pre-Coating Machining
We create the desired geometry and surface finish on the bare metal, then apply ceramic coating afterward. - Post-Coating Machining
We coat first, then remove small amounts of material—or refine certain areas—to achieve final tolerances.
Pre-coating machining is the more common route for many high-precision parts. It makes sense: we machine the base metal to near-finished dimensions, leaving just enough tolerance for the coating thickness. This approach typically reduces the risk of damaging the ceramic coating. I’ve done it on everything from cutting tools to aerospace components.
Post-coating machining, though less common, might be necessary if the ceramic layer must be finely ground or polished for specialized applications. A classic example is a precision valve seat that requires an ultra-smooth, coated surface. The thickness of a ceramic coating can be just a few microns or up to several hundred microns, depending on the method (thermal spray, CVD, PVD, etc.). The harder and thicker the coating, the more challenging the post-coating machining becomes.
2.2 How Hardness and Heat Influence Machining
One of the main reasons we choose a ceramic coating is to bolster hardness. Ceramics like aluminum oxide (Al2O3) and silicon carbide (SiC) have hardness values significantly higher than steel. On the Mohs scale, certain ceramics can approach 9, whereas hardened steel might sit around 7 to 8. This difference is more pronounced on engineering scales such as Vickers or Rockwell.
Why does hardness matter so much?
Hardness directly affects the wear on cutting tools. If you machine a coated surface, your tool might see intense friction and heat. This can degrade typical carbide or high-speed steel tools prematurely. I remember once pushing a standard end mill against a thick ceramic layer. After a few passes, the tool edges were almost gone, leaving behind chatter marks on the part. That fiasco taught me to switch to diamond-coated or CBN (cubic boron nitride) tooling when dealing with certain coatings.
Heat is another big factor.
Ceramic coatings often provide excellent thermal insulation. If the underlying metal part remains cooler during operation, it can maintain structural integrity. But the coating’s presence can also influence how heat dissipates during machining. Sometimes, the top surface heats up faster than the substrate, which might lead to thermal gradients. This is especially relevant in high-speed operations where friction is substantial.
2.3 Ceramic Coating as a Protective Layer
I like to think of ceramic coating as a suit of armor on a metal part. It protects against mechanical wear, chemical corrosion, and extreme temperatures. But just like armor, if we strike it improperly, it can crack or delaminate. In that sense, we have to respect the coating during machining operations.
2.3.1 Bonding Mechanisms
The adhesive strength between the ceramic layer and the substrate depends on the deposition process. Thermal spray methods (like plasma spray or HVOF) mechanically bond the molten ceramic particles to the metal. CVD and PVD methods can produce a more chemical or diffusion bond. In all cases, if the surface preparation or process parameters were suboptimal, the coating might not adhere well. During machining, this can show up as flaking or peeling.
Imagine a scenario where you’re drilling a hole through a coated part. The moment the drill transitions from the hard ceramic coating to a softer metal, the interface can experience shearing forces. If that interface isn’t strong, the coating can chip away. That’s why I always emphasize verifying the coating’s adhesion before planning any post-coating machining.
2.3.2 Thickness Variation
Ceramic coating thickness can range from a few microns (in a PVD layer) to a few millimeters (in extreme thermal barriers). Any unevenness in coating thickness can cause localized stress points during cutting. For instance, if one area of the surface has a thicker build-up than another, the cutting forces won’t be uniform. A friend of mine once faced a nightmare scenario where a batch of coated parts had inconsistent thickness. Every time he tried to do a finishing pass, the tool engagement changed unpredictably, resulting in poor surface quality and inconsistent tolerances.
2.4 Machining Tools and Strategies for Ceramic-Coated Surfaces
When dealing with ceramic coating, the tool and strategy you choose can make or break the process. I typically split this topic into two major parts: tooling selection and machining parameters.
2.4.1 Tooling Selection
- Diamond Tools (PCD): Polycrystalline diamond tools excel when cutting very hard surfaces, including certain ceramic coatings. They maintain a sharp cutting edge longer but can be costly.
- CBN (Cubic Boron Nitride) Tools: CBN comes second only to diamond in hardness. It’s often used for ferrous materials and can handle high temperatures. It may also be suitable for some ceramic layers.
- Ceramic Tools: Interestingly, we can even use ceramic cutting tools to machine ceramic-coated metals. These tools are typically made of aluminum oxide or silicon nitride.
- Carbide Tools: Standard tungsten carbide tools might suffice for thin ceramic coatings or softer ceramic formulations. But you’d better keep an eye on tool wear, because once the edge dulls, the friction skyrockets.
I recall a project that involved milling a tungsten carbide surface that had a specialized ceramic coating. Initially, we tried a typical uncoated carbide end mill. The rapid wear was astonishing, and we had to change the cutter after just a few passes. Switching to a diamond-coated end mill extended tool life by a factor of ten.
2.4.2 Machining Parameters
- Feed Rate: For hard ceramic coatings, I tend to recommend lower feed rates to reduce cutting forces. But you can’t go too low, or you risk rubbing instead of cutting.
- Cutting Speed: Tools capable of high temperature resistance (like diamond or CBN) allow higher cutting speeds, but there’s a balance to avoid excessive heat that could damage the substrate or coating.
- Depth of Cut: Conservative depths are safer, especially if the coating is thick. A large depth might lead to coating delamination if the adhesion isn’t robust.
- Coolant Usage: Opinions vary. Some prefer dry machining to avoid thermal shocks in the coating. Others rely on flood coolant to keep the tool from overheating. I’ve found that mist or minimal-quantity lubrication sometimes works best, offering a middle ground.
2.5 The Role of Deposition Methods: Thermal Spray, CVD, and PVD
Ceramic coating can be applied in different ways, each with unique challenges for machining. Understanding these can save a lot of headaches.
2.5.1 Thermal Spray
Processes like plasma spray or HVOF (High-Velocity Oxy-Fuel) involve melting ceramic powder and propelling it onto the substrate at high speeds. The coating forms by mechanical interlocking. Thickness can be quite high—up to several hundred microns or even millimeters. The surface might be somewhat rough, so post-coating grinding or machining is common.
I’ve seen thermal-sprayed ceramic used on large industrial rollers that operate in abrasive environments. The biggest challenge with machining these coatings is their porosity and potential unevenness. You have to factor in that the top surface might not be uniform, meaning the tool can unexpectedly hit areas of greater thickness.
2.5.2 Chemical Vapor Deposition (CVD)
CVD uses a chemical reaction at elevated temperatures to deposit a dense ceramic layer. This method often yields strong adhesion and uniform thickness. It’s commonly used for cutting tools themselves. For instance, many “ceramic-coated” inserts have a CVD-applied layer of aluminum oxide or titanium nitride. When machining a part that uses these CVD-coated inserts, you effectively have a synergy: the tool is protected by a ceramic coating, and you’re cutting a substrate that might also be coated or uncoated.
2.5.3 Physical Vapor Deposition (PVD)
PVD typically occurs at lower temperatures than CVD, which reduces the risk of altering the substrate’s metallurgical properties. PVD coatings are usually thinner—often just a few microns—but they can be exceptionally hard and have a smooth finish. This is beneficial if you need minimal post-coating machining. However, if you do machine a PVD-coated surface, the thinness can be a double-edged sword: once you break through, the protection is gone.
2.6 Real-World Synergy: Machining Parts That Undergo Ceramic Coating
To better illustrate how ceramic coating and machining work together, I want to share a couple of real-life scenarios I’ve encountered.
2.6.1 Scenario 1: Turbine Blades in Aerospace
In the aerospace sector, turbine blades undergo extreme temperatures in an engine’s combustion chamber. Ceramic coating (like yttria-stabilized zirconia) can help insulate these blades from heat. Typically, the blade is machined to near-finished form, then the ceramic layer is added. A final grinding step or polishing might be performed to ensure aerodynamic smoothness.
- Key Observations:
- The coating thickness is carefully controlled.
- The final surface finish is critical for airflow dynamics.
- Machining must be gentle to avoid cracking the ceramic.
- Outcome:
Turbine blades last longer under high heat, with fewer surface defects. Operators see better fuel efficiency and reliability.
2.6.2 Scenario 2: Automotive Brake Components
Ceramic coatings have found their way into brake rotor designs, especially in performance vehicles. A ceramic composite layer can reduce rotor wear and improve heat dissipation. Manufacturers sometimes machine the rotor’s core from cast iron or a steel alloy, then apply the ceramic layer to friction surfaces.
- Key Observations:
- Post-coating machining might be minimal or avoided if the coating is sprayed in a precise manner.
- If the rotor requires final truing, a specialized lathe with diamond or CBN tools might be used.
- Outcome:
Drivers experience less brake fade, improved rotor life, and a lower likelihood of warping under severe braking conditions.
These examples highlight how ceramic coating, when paired with proper machining, improves product performance. Yet each scenario demands its own approach, tooling, and process optimization.
2.7 Practical Considerations in a Machine Shop Environment
I’ve noticed that in smaller machine shops, people sometimes avoid ceramic coating because they view it as specialized or expensive. But the reality is that a well-planned approach can yield significant long-term savings and open new business opportunities.
2.7.1 Cost and Production Planning
If you’re going to machine a batch of parts that will later be ceramic-coated, you need to plan for the coating’s lead time and potential rework. Some shops outsource coating to specialized facilities. That means shipping parts out, waiting days or weeks, then inspecting them when they come back. If the thickness is off or there’s a defect, you might have to return them for stripping and re-coating.
- Tip:
- Negotiate clear tolerances with the coating provider.
- Include a small overage in your production run to account for potential rejections.
- Factor in shipping and handling costs, plus the risk of damage in transit.
2.7.2 Integration With CNC Programming
Modern CNC software can handle complex geometries, but you must accurately model the final coating thickness if you plan to do post-coating machining. For instance, if the ceramic layer is 50 microns thick, your G-code must reflect whether you intend to remove 10 microns, 20 microns, or none at all from that layer.
- Tip:
- Use CAD/CAM systems that allow for layered or offset geometry.
- Carefully set up tool paths to avoid abrupt transitions from coated to uncoated surfaces.
2.7.3 Quality Control and Inspection
Measuring coated surfaces can be tricky. Traditional contact probes might damage or scratch the coating, especially if it’s thin. Non-contact methods like optical or laser scanning are often safer. I’ve used eddy current devices to measure coating thickness on conductive substrates. Another approach is ultrasonic testing for thicker layers.
- Tip:
- Establish a robust inspection protocol.
- Document any thickness variations or adhesion issues immediately.
- Communicate closely with the coating supplier about acceptance criteria.
2.8 Common Machining Challenges With Ceramic Coatings
Despite careful planning, certain challenges often arise:
- Chipping and Delamination:
If the coating isn’t well-bonded or if the machining forces are too high, you may see chipping around edges. A chipped ceramic layer can lead to corrosion or wear in the exposed substrate. - Excessive Tool Wear:
Even diamond or CBN tools can wear rapidly if machining parameters aren’t optimized. Heat buildup is the usual culprit. Once the tool dulls, friction goes up, creating a vicious cycle. - Thermal Shock:
Rapid temperature changes—like a sudden coolant blast on a hot coating—can lead to micro-cracks. This is especially a risk with certain ceramic formulations that have lower thermal shock resistance. - Surface Finish Issues:
Some coatings may produce a rough or uneven finish if not ground or polished. If the part’s function depends on low friction or high aerodynamic properties, additional finishing steps may be necessary.
Whenever I encounter these problems, I review the entire process: Was the part geometry appropriate for coating? Did we choose the right tool? Was the feed and speed balanced? Often, incremental adjustments can fix these problems, but it’s not a quick fix if the root cause is an improperly applied coating.
2.9 Exploring Tool Coating vs. Part Coating
Interestingly, the synergy between ceramic coating and machining isn’t just about coating the part. We can also coat the cutting tool itself with ceramic layers like Al2O3 or TiAlN (titanium aluminum nitride).
- Tool Coating Advantages:
- Better tool life when cutting hard or abrasive materials.
- Lower friction on the rake face.
- Potential for higher cutting speeds.
- Part Coating Advantages:
- The final component resists wear and corrosion.
- Operating temperatures can be higher, or friction can be lower.
- The base metal can be lighter or cheaper, relying on the coating for performance.
Often, I see both used in tandem: a coated carbide insert cutting a part that will eventually receive a ceramic coating as well. This approach can maximize performance at every step. However, it does require knowledge of multiple coating technologies and their respective limits.
2.10 The Human Element: Operator Training and Safety
I want to emphasize that even the best technology fails if the shop floor crew isn’t trained. Ceramic coating can create fine ceramic dust if the process involves grinding or finishing. Workers should wear appropriate PPE, including masks or respirators. Moreover, the hardness of the coating might cause unexpected tool breakage, posing a safety hazard if machining parameters are too aggressive.
Operator training should cover:
- Recognizing signs of tool wear or coating damage early.
- Adjusting feed/speed to maintain a safe cutting environment.
- Proper coolant handling, if used, to avoid thermal shocks.
I’ve seen shops that excel with ceramic-coated parts simply because their machinists know how to “listen” to the process. Subtle changes in machine vibration or tool temperature can signal an impending problem. That awareness can prevent catastrophic failures.
2.11 Sample Data Table: Ceramic Coating vs. Other Surface Treatments
To illustrate some key differences, I’ll provide a data table comparing ceramic coating with other common surface treatments. This should help you see why “ceramic coating” is such a powerful tool in specific machining contexts.
| Surface Treatment | Typical Hardness | Temperature Resistance | Common Thickness Range | Key Benefits | Typical Applications |
|---|---|---|---|---|---|
| Ceramic Coating | Very high (e.g., 1500+ HV) | Up to 1000°C+ | 5–500 µm (can be thicker) | Excellent wear & heat protection | Aerospace turbine blades, cutting tools, brake rotors |
| Anodizing | Moderate (e.g., 300–600 HV) | Up to ~200°C | 5–60 µm | Corrosion resistance | Aluminum components |
| Electroplating | Varies by metal (Cr ~800–1000 HV) | Up to ~300°C | 5–50 µm | Decorative, corrosion resistance | Automotive trim, consumer products |
| Nitriding | High (up to ~1000 HV) | Up to ~550°C | 0.1–0.5 mm (compound layer) | Surface hardness, minimal distortion | Engine components, gears |
| Chrome Plating | Moderate–High (~700–1000 HV) | Up to ~500°C | 5–300 µm | Wear resistance, corrosion barrier | Hydraulic rods, industrial rollers |
| Thermal Spray | High, but porous | Can exceed 1000°C | 100 µm–several mm | Versatile materials, thick coatings | Large rollers, aerospace parts |
2.12 Concluding Thoughts on Machining-Ceramic Coating Interplay
Ceramic coating can revolutionize how we approach machining for high-performance parts. However, it requires meticulous planning. We have to choose the right coating method, ensure good adhesion, account for thickness variations, and pick appropriate tools and parameters for any post-coating machining. In my experience, ignoring any one of these factors can derail a project.
Yet, the rewards are substantial. A well-machined, ceramic-coated part can last far longer than its uncoated counterpart. It can tolerate higher temperatures or more abrasive conditions. It can also deliver cost savings over time by reducing maintenance and downtime. For me, the synergy between ceramic coating and machining reflects the essence of modern manufacturing—leveraging advanced materials and precise processes to create reliable, high-performance products.
.
Chapter 3: Industry Applications
I’ve discovered that the intersection of ceramic coating and machining spans a remarkably broad range of industries. From automotive parts to aerospace turbines, ceramic coating acts as an enabler for advanced performance. In many cases, these coatings solve problems that traditional materials or surface finishes fail to address. In this chapter, I will dive into specific industries—automotive, aerospace, industrial tooling, consumer goods, and more—showing how ceramic coating elevates each sector’s products.
3.1 Automotive Industry
When I first saw ceramic coating promoted in an automotive context, it was usually about paint protection on high-end sports cars. Although that’s a valid application, ceramic coating in the automotive world goes much deeper. Machined engine components, exhaust systems, and brake parts can all benefit from a high-strength, thermally resistant layer.
3.1.1 Engine Components
Engines face intense heat, friction, and chemical exposure. Components like piston crowns or cylinder heads may be machined from aluminum alloys, which offer excellent weight savings but have limited temperature tolerance. A ceramic coating can help these parts withstand higher combustion temperatures without warping. I recall a performance tuner who applied a thermal-barrier ceramic coating to pistons in a turbocharged engine. He reported a measurable drop in piston temperature, which allowed for a more aggressive tune without risking catastrophic damage.
- Machining Consideration: Usually, we do the complete CNC work on the piston, ensuring perfect dome geometry. Then we apply the coating. In some cases, a minor post-coating polish or grind might be needed to remove overspray.
3.1.2 Exhaust and Turbo Systems
High-performance exhaust manifolds and turbo housings can be ceramic-coated to retain heat in the exhaust stream. This boosts turbine efficiency and lowers engine bay temperatures. The coating must handle direct thermal shocks, especially when the turbo transitions from idle to full boost. My own experience with a track car taught me how quickly exhaust temperatures can spike, and how a ceramic coating can keep that heat from radiating into other components.
- Machining Consideration: Manifolds are typically cast. After minimal machining for flanges or mounting points, the ceramic layer is applied. Proper surface prep is critical—blasting or roughening ensures the coating bonds well.
3.1.3 Brake Components
Ceramic coatings have also begun to appear on brake rotors and calipers. For rotors, a tough, wear-resistant ceramic layer can reduce brake fade under high stress. Calipers sometimes get a decorative ceramic finish that also resists brake dust and corrosion.
- Machining Consideration: Rotors may need final truing or balancing after the coating step. If the coating is thick, I’ve seen shops use diamond-tipped lathe tools to ensure a smooth friction surface.
3.2 Aerospace and Defense
Aerospace is arguably the most demanding environment for mechanical parts. I’ve talked to engineers who say that every ounce of material in an aircraft or spacecraft is scrutinized. Ceramic coating often allows for lighter metal alloys by compensating for weaker thermal or wear properties. Machining plays an equally critical role, ensuring the final shape meets tight aerodynamic or structural tolerances.
3.2.1 Turbine Blades and Combustion Chambers
We touched on turbine blades in the previous chapter. These parts require near-flawless surfaces for optimal airflow. The intense heat in a jet engine’s combustion chamber or a rocket’s exhaust can exceed 2000°F (1093°C). A ceramic thermal barrier can protect the metal substrate from melting or warping. I remember a visit to an aerospace facility where I witnessed a batch of turbine blades undergoing final grinding after ceramic coating. The operator used diamond wheels, carefully monitoring feed rates to avoid delamination.
- Machining Consideration: Blades are typically machined from single-crystal superalloys, leaving minimal margin for error. After coating, the finishing step might be a precision grind or polish, ensuring aerodynamic smoothness.
3.2.2 Structural Components
Not every aerospace part is exposed to raging heat. But for structural components, wear and corrosion might still be issues. Landing gear, for instance, endures repeated impact loads and can benefit from a tough ceramic surface. Helicopter rotor hubs and tail rotor shafts might also see improved lifespans with the right coating.
- Machining Consideration: Large CNC lathes or multi-axis mills often handle these parts. Because they can be massive, ensuring uniform coating thickness is tricky. Operators sometimes incorporate inspection tools like ultrasonic measurement to confirm even coverage.
3.2.3 Defense Equipment
I’ve encountered specialized ceramic coatings in defense applications, such as the interior of artillery barrels or ballistic components. The idea is to reduce erosion or friction from high-velocity projectiles. The synergy with machining emerges when we need precise bore dimensions. A post-coating hone or finishing pass ensures the barrel diameter meets ballistic specs, while the ceramic layer provides wear resistance.
3.3 Industrial Tooling and Manufacturing Equipment
One area I’m personally passionate about is industrial tooling—cutting inserts, dies, molds, and more. Ceramic coating can be a game-changer in these scenarios by extending tool life or adding performance benefits.
3.3.1 Cutting Tools
Ceramic-coated cutting inserts are commonplace in modern machine shops. If you examine an end mill labeled as “AlTiN” or “TiAlN,” you’ll see a variation of ceramic-based layering. These coatings allow higher cutting speeds and feed rates because they reduce friction and dissipate heat more effectively. I recall upgrading a set of carbide end mills to a nano-ceramic-coated version and seeing a 40% increase in tool life when machining stainless steel. That’s huge in terms of cost and downtime savings.
- Machining Consideration: When the tool itself is coated, the biggest factor is choosing the right speeds and feeds. The thermal stability of the ceramic helps, but pushing too hard can still cause tool deflection or breakage.
3.3.2 Molds and Dies
Die-casting molds, plastic injection molds, and forging dies can benefit from ceramic coating. Surface wear or heat checking are major concerns in these applications, especially if molten metal or repeated cyclical heat loads are involved. A thin ceramic layer can reduce soldering (in casting) and minimize micro-cracks. In a project I followed, the mold shop reported fewer re-polishing cycles over the mold’s life.
- Machining Consideration: These molds are typically machined to extremely tight tolerances. Post-coating polishing might be necessary to maintain the mold’s surface quality. Operators have to be careful, as an overly aggressive polish can break through the ceramic layer.
3.3.3 Machine Components
Industrial machines often have guide rails, shafts, or rollers that face high friction and potential corrosion. Ceramic coating can bolster these surfaces. I watched a paper mill upgrade their rollers with a thermal-sprayed ceramic coating, reducing downtime caused by abrasive paper pulp. The CNC work was primarily on the journal ends, ensuring perfect bearing fits, while the rollers’ mid-sections got a thick, rough-surfaced coating for traction.
3.4 Energy Sector and Heavy Equipment
I’ve learned that “heavy equipment” covers everything from mining machinery to power generation turbines. These large-scale systems can’t afford frequent parts replacement. So, a robust ceramic coating can make a huge difference in service intervals.
3.4.1 Mining and Drilling Equipment
Drill bits, augers, and wear plates in the mining sector face intense abrasion from rock, sand, and mineral ores. Metallic surfaces can wear quickly, leading to downtime in remote sites. A ceramic coating—like chrome oxide or tungsten carbide-based layers—can significantly extend operational life. Machining these surfaces post-coating is typically done with specialized grinding or lathe operations. Some mines have in-house machine shops for quick reconditioning.
- Machining Consideration: Because these parts are so large, you might see horizontal boring mills or giant lathes. The coating thickness might be substantial for heavy-duty protection, so finishing passes must account for potential thickness variation.
3.4.2 Power Generation
Gas and steam turbines in power plants often use ceramic-coated components to boost efficiency under high thermal loads. Similar to aerospace, these turbines rely on precision-machined blades or vanes. The difference is scale—power plant turbines can dwarf their jet engine counterparts. Thermal barrier coatings protect the substrate from oxidation and creep at elevated temperatures.
- Machining Consideration: Final blade finishing might involve robotic grinding cells to achieve the correct blade profile. Any local coating defects can hamper airflow and reduce turbine output, so quality control is rigorous.
3.5 Consumer Goods and Electronics
It’s easy to overlook consumer products when talking about ceramic coating, but I’ve seen it pop up in kitchen appliances, electronics enclosures, and more. The goals are often non-stick performance, scratch resistance, or aesthetic appeal.
3.5.1 Cookware
Ceramic cookware has gained popularity, marketed as a safer alternative to traditional PTFE-based non-stick coatings. Although this is a different realm than industrial coatings, the concept remains: a ceramic-based surface resists staining, withstands heat, and provides a slick cooking surface. Machining might involve shaping the pot or pan from aluminum or stainless steel, then applying the ceramic layer for the final finish.
- Machining Consideration: In cookware manufacturing, CNC spinning or stamping is common, followed by finishing operations. The ceramic layer is typically applied through a spray and baked-on process, meaning minimal post-coating machining is needed.
3.5.2 Electronic Casings
Smartphone makers and laptop manufacturers look for materials that are both durable and stylish. Some use ceramic coatings on metal frames for scratch resistance and a premium look. I recall seeing a prototype phone with a zirconia-based coating. The finish was sleek, felt cooler to the touch, and resisted micro-scratches better than anodized aluminum.
- Machining Consideration: Precision milling of the phone chassis is standard. Coating is usually done last, though occasional post-coating polishing might occur for branding logos or camera cutouts. The small tolerances demand careful planning so as not to remove too much of the coating.
3.6 Medical Devices and Implants
Medical applications often involve biocompatibility and corrosion resistance. Some implants use ceramic coatings to reduce allergic reactions or avoid metal ion release in the body.
3.6.1 Orthopedic Implants
Knee and hip replacements can employ titanium or cobalt-chrome alloys. A ceramic coating may improve wear characteristics when these implants articulate with bone or polymeric components. I spoke to an orthopedic device designer who mentioned how ceramic surfaces can reduce friction and inflammation in the joint space.
- Machining Consideration: Medical implants are machined to extremely tight dimensional tolerances for proper anatomical fit. Coating thickness must be uniform, and post-coating polishing might be done with high-precision grinding to maintain the right geometry.
3.6.2 Surgical Tools
Scalpels and drill bits might be coated to improve edge retention or sterilization properties. A ceramic-coated scalpel can stay sharper longer, potentially reducing the frequency of tool swaps during surgery. Machining for these tools is typically done with CNC grinders or EDM, ensuring the required precision. The ceramic coating step is often thin (like PVD), so minimal post-coating finishing is needed.
3.7 Agriculture and Food Processing
Food processing machinery, especially in large-scale operations, faces corrosion from acidic foods or cleaning chemicals. Ceramic coatings offer an inert, easy-to-clean surface. Meanwhile, the agricultural sector deals with soil abrasion, fertilizers, and other harsh conditions that can quickly degrade metal parts.
3.7.1 Food Processing Equipment
Mixing blades, conveyors, and container surfaces might use ceramic coatings to maintain hygiene and prevent wear. For example, I’ve seen industrial mixers that incorporate coated paddles to reduce product buildup and ease cleaning. Machining these paddles typically involves waterjet or laser cutting of stainless steel plates, then a welding and finishing process. The ceramic layer is added at the end to enhance resistance to acidic or salty foods.
- Machining Consideration: The final fit of these paddles in the mixer might require a small degree of post-coating calibration. Operators should confirm that the coating doesn’t exceed clearance limits or cause friction with the vessel walls.
3.7.2 Farm Machinery
Tractor components, tillage equipment, and irrigation systems can benefit from ceramic coatings if they face constant abrasion or corrosive environments. Rototiller blades, for instance, contact dirt, rocks, and roots. A well-applied thermal-sprayed coating can double or triple their lifespan, saving farmers downtime.
- Machining Consideration: These parts often start as cast or forged shapes. CNC milling or drilling might finalize mounting holes or edges. Because coatings can be thick, the finishing pass must accommodate any slight variation in thickness.
3.8 Architecture and Construction
Ceramic coating also appears in building materials and architectural features. I was once surprised to learn about decorative metal panels coated with ceramic finishes for improved weather resistance and aesthetic qualities.
3.8.1 Facades and Panels
Aluminum or steel panels can be CNC-cut for intricate facade designs. A ceramic coating can provide color stability under UV exposure and reduce corrosion in humid or salt-laden climates. Buildings near coasts benefit from this approach. I recall an architect praising how these coated panels maintained their original color for years without the fading typical of painted surfaces.
- Machining Consideration: Panels are typically cut to shape, then the ceramic layer is applied in a controlled environment (like a vacuum chamber for PVD or a specialized spray booth). If any trimming is needed post-coating, the edges must be sealed or protected to prevent moisture ingress.
3.8.2 Roofing and Structural Supports
Some roofing systems use ceramic-coated steel sheets for thermal insulation. This approach can reflect sunlight, keeping the building cooler. Structural supports may receive coatings to reduce rust or chemical damage, particularly if the building is near an industrial zone.
- Machining Consideration: Large sheet-metal CNC folders and laser cutters shape these roofing components. The coating is often added through continuous coil-coating processes, meaning post-coating machining is minimal. However, special care must be taken at cut edges.
3.9 Artistic and Decorative Applications
Ceramic coating in art might sound unusual, but I’ve encountered sculptors who incorporate metal forms with colorful, glossy ceramic finishes. The result is a piece that resists weathering if displayed outdoors. Additionally, certain interior design features—like metal sculptures or statement pieces—can be coated for a unique aesthetic.
3.9.1 Sculpture
Artists may design a piece via CNC plasma cutting or waterjet, then weld the segments into a final shape. A decorative ceramic coating can provide a range of finishes, from matte to high gloss. The durability helps preserve the artwork’s form in outdoor installations. One sculptor I know used a gradient effect by layering different ceramic materials in a single furnace session, creating a stunning color shift on the metal surface.
- Machining Consideration: Because sculptures can be large and irregular, the main challenge is ensuring even coating thickness. Post-coating grinding is rare unless there’s an aesthetic flaw to fix.
3.9.2 Interior Fixtures
Light fixtures, table bases, and ornamental brackets sometimes get a ceramic layer for an upscale look. Machining these pieces might be straightforward, but careful planning is needed to avoid damaging the coating if holes or slots are needed after application.
3.10 Data Table: Industry Use Cases and Key Considerations
Below is another data table (our second table of 6+ rows) summarizing industry-specific use cases for ceramic coating and the main machining considerations. It serves as a quick reference to see how each sector benefits from ceramic coating’s properties.
| Industry | Typical Coated Part | Main Benefits | Machining Steps | Common Coating Methods | Key Challenge |
|---|---|---|---|---|---|
| Automotive | Pistons, exhaust manifolds, brake rotors | Heat management, wear resistance | Pre- and/or post-coating finishing | Thermal spray, PVD, ceramic-based paints | Ensuring uniform thickness for moving parts |
| Aerospace | Turbine blades, structural components | Thermal barrier, corrosion protection | CNC milling, finishing grind | Plasma spray, CVD, PVD | Avoiding delamination during final polish |
| Industrial Tooling | Cutting inserts, dies, molds | Extended tool life, reduced friction | Complex CNC shapes, polishing | AlTiN, TiAlN, oxide ceramics | Balancing hardness with tool geometry |
| Energy/Heavy Equipment | Turbine blades, rollers, drill bits | Wear reduction, heat tolerance | Large-scale CNC or robotic grinding | Thermal spray, hybrid layers | Managing thickness variation on massive parts |
| Consumer Goods | Cookware, electronic casings | Non-stick, scratch resistance | Minimal post-coating finishing | Spray-on ceramics, PVD | Maintaining aesthetic quality and surface smoothness |
| Medical Devices | Implants, surgical tools | Biocompatibility, wear resistance | Precision CNC, possibly honing | Thin PVD, specialized ceramics | Tight tolerances for patient safety |
| Food Processing | Mixer blades, conveyor surfaces | Corrosion & abrasion resistance | Machining for final fit, mild finishing | Thermal spray, polymer-ceramic blends | Ensuring FDA-compliant materials |
| Architecture | Facade panels, roofing sheets | Color stability, corrosion resistance | Laser cut or folded panels | Coil coating, spray process | Edge protection post-cutting |
| Artistic/Decorative | Sculptures, light fixtures | Durable, unique finishes | CNC cutting, welding | Multi-layer ceramic finishing | Uniform coating on complex shapes |
3.11 Future Possibilities in Emerging Sectors
I’ve seen hints that ceramic coating will expand into areas like battery technology, hydrogen fuel cells, and even 3D-printed electronics. The synergy with machining remains vital because precise geometries must be maintained to integrate these technologies seamlessly.
3.11.1 Battery Housings
As electric vehicles rise in popularity, battery packs must remain lightweight yet structurally robust. Ceramic coatings can help with thermal management and fire resistance. Imagine a CNC-machined aluminum housing that’s then coated in a ceramic layer to contain potential thermal runaway. It’s still experimental in many cases, but promising.
3.11.2 Hydrogen Fuel Systems
Handling hydrogen gas demands leak-proof systems resistant to embrittlement. A carefully applied ceramic coating might reduce metal-hydrogen interactions that cause microcracks. Machining these systems often involves intricate channels and sealing surfaces, so controlling coating thickness is paramount.
3.11.3 3D-Printed Electronics
Additive manufacturing for electronics can embed conductive traces within structural components. A ceramic topcoat could provide insulation or environmental protection. Post-coating machining might be minimal—perhaps just opening ports or removing support structures.
3.12 Personal Reflections on Industry Diversity
I find it remarkable how many industries leverage ceramic coating to push their products forward. Each application has distinct demands, from the blistering heat of a jet engine to the delicate environment of surgical tools. Machining is the common thread, ensuring each coated part meets precise dimensional or functional requirements.
Many times, I’ve talked with professionals who were initially skeptical. They thought ceramic coating was too specialized or expensive for their sector. Then they tested a coated prototype, realized the performance gains, and never looked back. That journey underscores the value of exploring new materials and processes, especially in a competitive marketplace.
3.13 Conclusion of Chapter 3
Ceramic coating finds its way into almost every corner of manufacturing—from turbocharged engines to delicate medical implants. In each application, machining acts as the backbone, shaping parts to exact specs before or after coating. The synergy between advanced coatings and precision manufacturing elevates product reliability, longevity, and performance.
Yet each industry faces unique hurdles: automotive calls for heat resistance at high RPMs, aerospace demands flawless aerodynamic surfaces, consumer goods need pristine aesthetics, and industrial tooling requires near-indestructible surfaces. Through thoughtful integration of CNC techniques and ceramic coating methods, these challenges become solvable.
Chapter 4: The Technical Process of Ceramic Coating and Machining
When I first started working with ceramic coating, I underestimated the number of steps between having a raw part and ending up with a perfectly coated, fully machined component. In reality, the technical process is complex. There are pre-treatment, coating, and post-treatment phases, each with its own pitfalls. Then we add machining into the mix—either before or after coating—to achieve final tolerances or specific surface finishes.
In this chapter, I’ll share a detailed walkthrough of the entire technical process, integrating machining and ceramic coating at each stage. My goal is to show how shops coordinate everything from selecting the substrate material to applying the final polish on a coated surface. By the time we’re done, you’ll see that orchestrating these steps well is essential to unlocking the full value of ceramic coating.
4.1 Overview of the Workflow
In my experience, it helps to view the journey in three major phases:
1.Pre-Coating Preparation
- Substrate selection and initial machining
- Surface cleaning and roughening
- Masking or plugging certain areas
2.Coating Application
- Deposition method (thermal spray, PVD, CVD, etc.)
- Process parameters (temperature, pressure, feed rate)
- Curing or sintering if needed
3.Post-Coating Steps
- Finishing operations (grinding, polishing, or light machining)
- Inspection for thickness, adhesion, and defects
- Final assembly or delivery
Machining can appear in both Pre-Coating and Post-Coating phases. Some parts require final shaping after the coating is in place, especially if we need precise surfaces or if the coating significantly alters dimensions. But in many cases, the majority of the CNC work happens first, so we minimize the risk of damaging the newly deposited ceramic layer.
4.2 Substrate Selection and Initial Machining
Ceramic coating is often chosen to upgrade a base metal that otherwise might not endure certain conditions. That could be an aluminum alloy, a steel variant, or even a superalloy like Inconel. One must ensure that the chosen substrate can handle the heat of the coating process (some thermal spray or CVD methods operate at very high temperatures). Also, certain substrates require specialized surface preparation.
4.2.1 Material Compatibility
- Steel: Common for automotive or industrial parts. Steel tolerates a wide variety of coating methods.
- Aluminum: Lightweight, but can warp if the coating method involves very high heat. Pre-heating might be needed to reduce thermal shock.
- Titanium: Often used in aerospace or medical. It can be coated effectively but demands careful control of temperature and chemical environment to avoid oxygen embrittlement.
- Superalloys: Typically found in aerospace turbines. Coating is a must for high-temp performance, but the process parameters are strict.
I recall a scenario where we tried to apply a plasma-sprayed ceramic to a thin-walled aluminum cylinder. The thermal expansion mismatch and spray heat caused minor distortion, meaning our post-coating machining had to remove more material than planned. That made me realize just how critical it is to pick the right substrate thickness and geometry for the chosen coating method.
4.2.2 CNC Machining of the Bare Part
If the substrate is metal, we usually rely on CNC milling, turning, or even grinding to achieve near-finished dimensions. The rule of thumb is to keep enough allowance for the coating’s thickness plus any potential finishing passes afterward. For instance, if the coating is 50 microns thick and we might polish off 5 to 10 microns, we design the part with that margin in mind.
- Surface Finish Requirements: Some coatings adhere better to a rougher surface (e.g., 200–400 grit). Others may demand a smoother finish. This depends on the coating technique.
- Dimensional Tolerances: If we plan no post-coating machining, the CNC stage must achieve final tolerances. If we do post-coating finishing, we can be slightly looser in the initial pass.
4.3 Surface Preparation and Masking
Before any ceramic coating can be applied, the part’s surface must be cleaned, degreased, and possibly roughened. These steps ensure that the coating bonds well. I remember one project where contamination on a batch of parts led to widespread coating delamination. It was a costly lesson in the importance of proper preparation.
4.3.1 Cleaning and Degreasing
Typical cleaning methods include:
- Solvent Wiping: Removing oils or grease with acetone, alcohol, or specialized solvents.
- Aqueous Cleaning: Using water-based detergents in ultrasonic baths.
- Vacuum Baking: Some processes require outgassing the substrate in a vacuum oven, especially for PVD or CVD.
We must also watch out for embedded contaminants. For instance, if the metal was machined with coolant, residue can remain in micro-porosities or at the grain boundary. Thorough cleaning is non-negotiable.
4.3.2 Surface Roughening
Depending on the coating method, a certain roughness can improve mechanical anchoring. Thermal spray processes benefit from grit blasting, typically with alumina or silica media. PVD might demand a smoother base, but a slight roughness can still aid coating adhesion.
- Grit Blasting: Common for plasma spray or HVOF. We measure the resulting Ra (roughness average) to ensure consistency.
- Chemical Etching: Sometimes used for delicate parts or to remove oxide layers.
- Mechanical Texturing: Could involve CNC scribing or creating microgrooves that lock in the coating.
4.3.3 Masking and Plugging
Coating can only go where it’s needed. Areas like threaded holes or bearing seats might require masking tape, silicone plugs, or protective caps. When I helped coat automotive brake calipers, for example, we masked off all piston bores and bleeder screws. If those areas got coated, subsequent assembly and functionality would be compromised.
4.4 Deposition Methods: Thermal Spray, CVD, and PVD
I often liken deposition to painting with advanced materials. The technique depends on the desired coating thickness, hardness, and temperature resistance. Each method also pairs differently with subsequent machining operations.
4.4.1 Thermal Spray Processes
Thermal spray involves heating ceramic powder or wire and propelling it onto the substrate. Several variants exist:
- Plasma Spray: An electric arc ionizes a gas (like argon), creating a high-temperature plasma that melts the ceramic feedstock.
- HVOF (High-Velocity Oxy-Fuel): A combustion process propels molten or semi-molten particles at supersonic speeds.
- Flame Spray: Less advanced but cheaper, uses an oxy-fuel flame to melt the material.
Advantages:
- Can apply thick layers (hundreds of microns to millimeters).
- Suitable for large or complex shapes.
- Relatively fast coverage.
Drawbacks:
- Potential for porosity, which can require post-spray sealing.
- High temperatures might cause substrate distortion if not managed carefully.
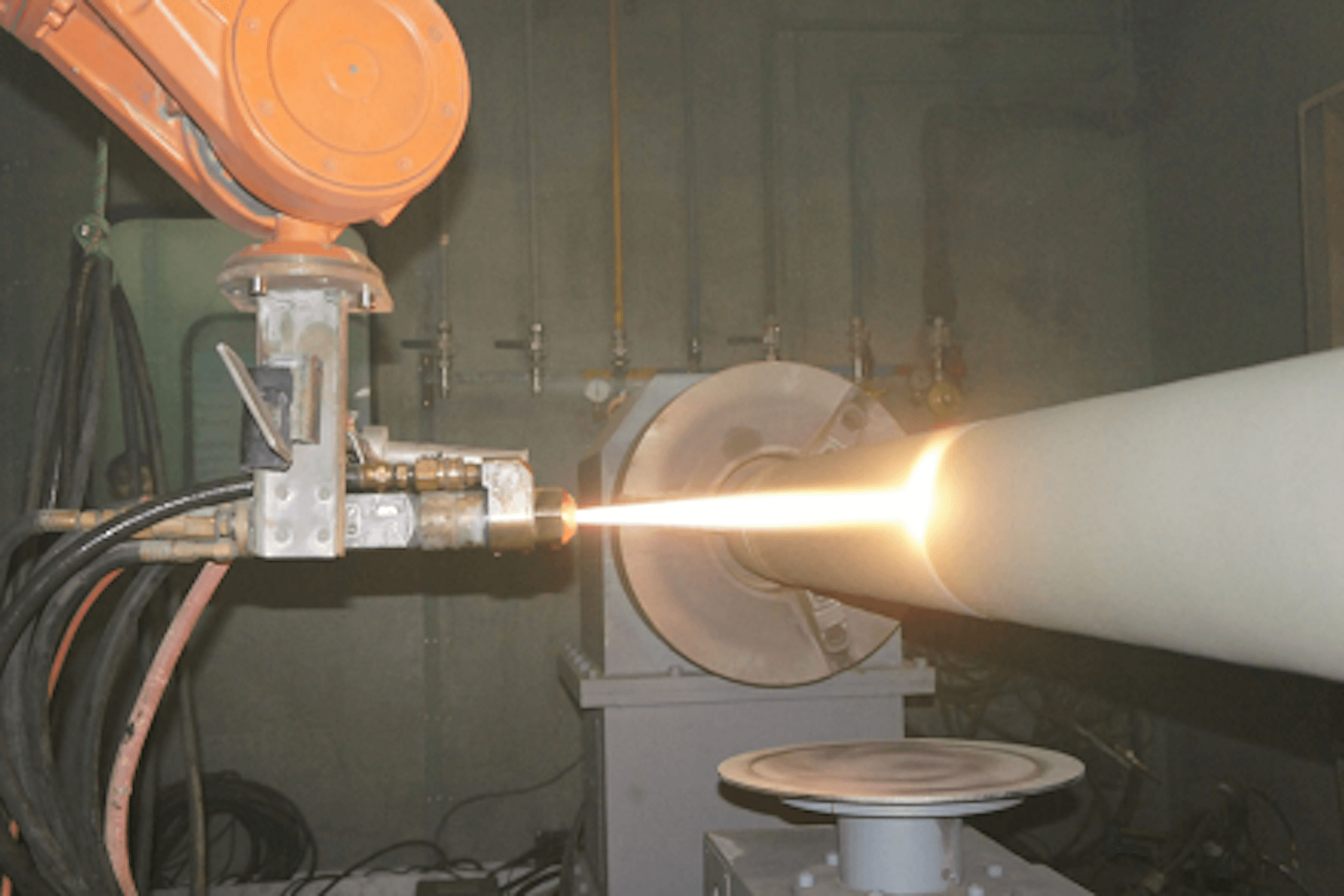
I once watched an HVOF process coat a large industrial roller. The sound was like a mini rocket engine. Once the part cooled, the entire circumference had a robust ceramic layer. Later, we performed a light grinding pass to achieve the needed roundness and surface finish.
4.4.2 Chemical Vapor Deposition (CVD)
CVD involves chemical reactions in a high-temperature chamber. The precursor gases decompose and deposit a ceramic film—like silicon carbide or aluminum oxide—onto the part. This method yields dense, uniform coatings with excellent adhesion.
Advantages:
- Strong bond, often a diffused interface.
- Can produce very uniform thickness.
- Ideal for intricate shapes, as the gas can reach recesses.
Drawbacks:
- High temperatures (often 800–1000°C+) can alter substrate metallurgy.
- Limited to materials that won’t degrade at those temperatures.
- Relatively slower deposition rate compared to thermal spray.
CVD is frequently used for cutting tools themselves. You might see an end mill labeled as “CVD-coated.” If you’re coating a part that later needs finish machining, you need to confirm your substrate can endure the process temperatures.
4.4.3 Physical Vapor Deposition (PVD)
PVD typically occurs at lower temperatures than CVD. It involves vaporizing a solid source (target) under vacuum conditions, then condensing it on the substrate.
Advantages:
- Lower thermal impact on the substrate.
- Thin, highly uniform layers (often 2–5 microns).
- Excellent control of coating composition.
Drawbacks:
- Deposited layers are thinner, so not ideal if you need a very thick ceramic.
- Surfaces must be pristine and often preheated for best adhesion.
In my shop, I used a PVD service for small mechanical parts that required a decorative yet hard coating. We found minimal distortion or residual stress, making post-coating machining simpler or even unnecessary.
4.5 Process Parameters: Temperature, Pressure, and Rate
No matter the coating method, process parameters play a massive role in final quality. I recall a thermal spray job that failed because the operator used suboptimal spray distance, leading to incomplete melting of the ceramic particles. The layer flaked off in large chips.
- Temperature: Ensures the feedstock melts or reacts properly. Too high, and you risk substrate damage; too low, and the coating won’t adhere.
- Pressure: In methods like HVOF or vacuum-based PVD, controlling chamber pressure or gas flow is crucial for consistent particle velocity or vapor deposition.
- Rate: The feed rate of the material or the line speed of the substrate. If you move too fast, coverage might be thin. Too slow, and you risk excessive buildup or overheating.
I’ve found it wise to maintain a detailed log of these parameters for each batch. Reproducing successful coating runs becomes easier when you have thorough records.
4.6 Cooling and Curing Phases
After the coating is deposited, many processes require cooling or curing. In thermal spray, the part often cools in ambient air or a controlled environment. With certain polymers or hybrid ceramics, you might have a separate curing oven step.
- Post-Deposition Heat Treatment: Some advanced ceramic coatings might need a sintering-like process to densify the material or improve bonding.
- Controlled Cooling: Rapid cooling can induce cracks due to thermal mismatch. A slow, staged cooldown is sometimes employed for large parts.
I remember seeing a big difference in coating integrity when we switched from letting parts air-cool on a shop cart to a more controlled furnace cooldown. Cracking near edges dropped significantly, saving time on rework.
4.7 Post-Coating Machining and Finishing Operations
Now we arrive at the stage where many errors or triumphs are revealed: post-coating machining. Depending on the part, we might do a minor finishing pass to ensure the coated surface meets final specs. Or, we could be removing ceramic in certain areas intentionally, leaving the rest of the surface protected.
4.7.1 Grinding and Polishing
Grinding is a common choice for finishing thick or rough ceramic layers. A diamond grinding wheel is typically used because standard abrasive wheels wear out quickly on hard ceramic surfaces. Polishing might involve diamond paste or special lapping compounds to achieve a mirror-like finish. For example:
- Aerospace turbine blades: They might receive a final “superfinish” to reduce drag.
- Automotive brake rotors: A lathe cut or specialized grind can ensure a flat friction surface.
- Industrial rollers: Typically ground to tight tolerances, ensuring smooth rotation.
When I supervised the grinding of a coated cylinder, we had to program the CNC grinder’s feed and speed conservatively. Pushing the wheel too hard led to chatter and potential spalling of the ceramic layer.
4.7.2 Light Machining (Drilling, Milling, Turning)
Occasionally, a design requires partial removal of the coating. For instance, if we want a bearing seat or threaded hole free of ceramic. This might involve re-machining certain zones. I like to remind folks that if the coating is extremely hard, your tooling must be up to the task (diamond or CBN). Also, controlling cutting depth is vital, so you don’t tear up the interface between the coating and substrate.
4.8 Quality Control and Inspection
Quality control is critical. Even if the coating looks fine to the naked eye, micro-cracks or poor adhesion can compromise performance. Several inspection methods can help:
- Visual Inspection: Checking for obvious cracks, discoloration, or uneven thickness.
- Thickness Measurement: Using eddy current, ultrasonic, or micrometer-based methods.
- Hardness Testing: Sometimes a microhardness tester can confirm the coating’s hardness.
- Adhesion Tests: Pull-off tests, scratch tests, or bend tests can reveal if the coating is firmly bonded.
- Surface Roughness: Profilometers or stylus instruments measure Ra, Rz, or other parameters.
I recall a situation where an ultrasonic test caught hidden delamination near the edge of a part. Without that test, the flaw might have slipped by until the part failed in the field. Identifying issues early is always cheaper and safer.
4.9 Workflow Integration: An Example Timeline
Sometimes it’s helpful to see how these steps align in a real-world timeline. Below is a hypothetical schedule for producing a coated machine component:
1.Day 1–2:
- CNC machine the raw casting or billet to near-final dimensions.
- Clean and degrease thoroughly.
- Mask any critical areas not to be coated.
2.Day 3:
- Apply grit blasting to achieve the correct surface roughness.
- Final check for cleanliness.
- Move parts to coating station.
2.Day 4:
- Perform the chosen coating method (e.g., plasma spray).
- Allow a controlled cooldown.
- Inspect for obvious defects.
3.Day 5–6:
- Conduct post-coating machining (grinding, polishing, or drilling as needed).
- Perform thickness measurements.
- Check adhesion with a spot test if necessary.
4.Day 7:
- Final QA inspection (dimension check, surface finish, visual).
- Package and ship or move to assembly line.
This is a simplified flow. In reality, each step can be more nuanced or might repeat if issues arise. Nonetheless, it illustrates how machining and coating processes interweave.
4.10 Practical Considerations: Costs, Lead Times, and Communication
I’ve learned that the biggest pitfalls often come from poor communication between the machine shop and the coating service. If you outsource coating, be sure to exchange drawings that clearly mark coated and uncoated regions, thickness requirements, and acceptable tolerances. Also, factor in shipping costs and lead times. We once lost a week because a crate got delayed in transit to our thermal spray partner.
- Cost: Ceramic coating adds an extra line item. But if it extends part life or enables higher performance, the ROI can be positive.
- Lead Time: Between initial machining, coating, and any post-coating finishing, it’s not unusual for the overall cycle to grow. Plan that into your production schedule.
- Documentation: Keep records of process parameters, thickness measurements, and final inspection results. This helps track batch-to-batch consistency.
4.11 Lessons Learned from Real Projects
To give more concrete context, I want to highlight a couple of real (though anonymized) case studies from my own or colleagues’ experiences:
4.11.1 Case Study A: Plasma-Sprayed Roller
- Part: Large steel roller for a paper mill.
- Goal: Enhance abrasion resistance and reduce downtime.
- Process:
- The roller was turned on a lathe to ensure a consistent diameter.
- Grit-blasted to a specified roughness (~Ra 10 microns).
- Plasma-sprayed with a chromium oxide ceramic layer ~0.5 mm thick.
- Cooled, then finish-ground on a cylindrical grinder to restore the final diameter and surface smoothness.
- Outcome: The roller life doubled, significantly cutting maintenance costs.
Lesson: Thick coatings can work wonders if you have the right finishing equipment. The biggest challenge was ensuring uniform coverage across a large diameter.
4.11.2 Case Study B: PVD-Coated Electronics Part
- Part: Aluminum smartphone chassis (thin-walled).
- Goal: Achieve scratch resistance and a premium metallic-ceramic finish.
- Process:
- Precision-milled the chassis from 6061 aluminum.
- Polished to a near-mirror surface.
- PVD coating in a vacuum chamber at moderate temperature (~300°C).
- A final decorative laser engraving for logos.
- Outcome: The coating provided an upscale “ceramic-metal” look, with decent scratch resistance. Minimal post-coating machining was necessary, other than laser marking.
Lesson: PVD is great for lower-temperature substrates like aluminum. The key was ensuring the part’s geometry wasn’t distorted by the vacuum process.
4.12 Common Failures and How to Avoid Them
Even with the best planning, mistakes happen. Here are some typical failures and tips to mitigate them:
1.Delamination: The coating peels off in chunks.
- Root Cause: Poor adhesion due to contamination, incorrect surface prep, or abrupt thermal shocks.
- Solution: Improve cleaning, ensure correct roughness, ramp temps gradually.
2.Cracking: Fine or large cracks in the ceramic layer.
- Root Cause: Excessive thermal stress, or substrate flex exceeding coating’s strain tolerance.
- Solution: Control cooling rates, use intermediate bonding layers, match substrate and coating coefficients.
3.Excessive Porosity: The coating is full of micro-voids.
- Root Cause: Insufficient spray temperature, incorrect feedstock, or inadequate chamber pressure.
- Solution: Optimize process parameters, possibly add a sealing step.
4.Surface Roughness: The final finish is coarser than spec.
- Root Cause: Inadequate finishing pass or an overly thick coat.
- Solution: Use diamond grinding or polishing, or tighten the thickness control.
5.Distortion of Substrate: Part warps or bends.
- Root Cause: Excessive heat input during coating or uneven thermal expansion.
- Solution: Pre-heat the part, design jigs or fixtures to maintain shape, or switch to a lower-temperature method like PVD.
I’ve encountered each of these at one time or another. The best approach is thorough planning and robust in-process inspections, so problems don’t emerge only at the final QA stage.
4.13 Conclusion of Chapter 4
The technical process of ceramic coating plus machining is far more than a quick surface treatment. It’s a multi-step journey involving substrate preparation, meticulous coating application, and often a final finishing operation. Every decision—from choosing the deposition method to deciding whether to machine before or after—affects the end result. Even small oversights, like improper cleaning or hurried temperature ramp-ups, can lead to costly rework or part failure.
Yet the rewards are substantial when done right. Parts gain extended lifespans, improved thermal or wear properties, and superior reliability. For me, it’s about synergy: CNC machining ensures dimensional precision, while ceramic coating imparts advanced surface properties. Together, they unlock manufacturing applications that might otherwise be impossible with a bare metal approach.
Chapter 5: Common Issues and Solutions
Whenever I talk to people about ceramic coating and machining, they’re usually impressed by the benefits—longer part life, enhanced thermal resistance, improved wear properties. But before you can reap these rewards, you have to navigate a range of potential pitfalls. Some are purely technical, like delamination and tool wear. Others are logistical or managerial, like communication failures between shops or mismatched production schedules. In this chapter, I’ll explore the most common problems I’ve observed and offer practical solutions grounded in real-world experience.
5.1 The Root Causes of Common Problems
I like to categorize issues into three broad areas:
- Coating Process Problems
Such as poor adhesion, uneven thickness, or porosity. - Machining-Related Problems
Such as excessive tool wear, surface damage, or thermal shock during post-coating operations. - Workflow and Communication Failures
Such as sending incomplete drawings to the coater, failing to specify tolerances, or ignoring lead times.
Before we jump into specific issues, it’s worth stating that no single approach solves all problems. Different industries and part geometries demand customized solutions. Still, certain best practices can drastically reduce your failure rate. My hope is that by sharing these lessons, you’ll waste fewer parts and spend less time on costly rework.
5.2 Coating Process Problems
5.2.1 Delamination and Flaking
Delamination is when the ceramic coating separates from the substrate, sometimes in flakes or chips. It’s usually the most dramatic and costly failure because the coated part loses its protective properties right away. I’ve seen an entire batch scrapped because the coating peeled off under mild mechanical stress. That’s a painful scenario for any shop.
Potential Causes:
- Inadequate surface preparation (e.g., insufficient cleaning or roughening).
- Improper coating parameters (temperature, spray distance, or feed rate).
- Contamination, like residual oils or coolant residue on the substrate.
- Large thermal expansions mismatches between coating and substrate.
Practical Solutions:
- Improve Surface Prep: Thoroughly degrease and grit-blast with the appropriate media. Make sure to measure surface roughness if mechanical anchoring is critical.
- Optimize Process Parameters: Collaborate with the coating vendor to dial in the correct temperature, pressure, and feed speed.
- Use Bond Coats: In some methods, a metallic or ceramic bond coat enhances adhesion between the base material and the final ceramic layer.
- Controlled Cooling: Allow the coated part to cool gradually, reducing the chance of sudden thermal stress.
5.2.2 Thickness Variation and Uneven Coverage
Some ceramic coating methods, especially thermal spray, can produce uneven thickness if the spray gun is not kept at the correct distance or angle. I recall a series of large-diameter rollers that ended up with a taper in coating thickness from one side to the other. This caused an out-of-round condition after final grinding.
Potential Causes:
- Inconsistent operator technique, especially manual gun manipulation.
- Incorrect fixture rotation speed if the part is spun during coating.
- Blocked or worn nozzles causing uneven spray patterns.
Practical Solutions:
- Robot Automation: Automated manipulators can maintain precise angles and distances, reducing human error.
- Regular Calibration: Inspect spray equipment for wear or clogging.
- In-Process Thickness Checks: For high-value parts, pause mid-process to measure coating build-up at various points.
5.2.3 Porosity and Micro-Cracks
Every coating method has some inherent level of porosity, but excessive porosity weakens the layer and can allow corrosive media to penetrate. Micro-cracks might appear if the coating shrinks upon cooling, or if the substrate flexes. These flaws can be hidden, only to surface under stress.
Potential Causes:
- Low spray temperature, leading to incomplete melting of the feedstock.
- Incorrect gas flow or chamber pressure in processes like plasma spray or HVOF.
- Rapid cooling or mechanical shock.
Practical Solutions:
- Process Optimization: Adjust temperature, gas flow, and substrate preheat to achieve better particle bonding.
- Use Sealers: Some shops apply a sealer or topcoat to fill microscopic pores, especially in thermal-sprayed coatings.
- Post-Coating Heat Treatment: A controlled furnace cycle can relieve internal stresses and reduce cracking.
5.3 Machining-Related Problems
5.3.1 Tool Wear and Breakage
Ceramic coatings can be significantly harder than the substrate, so post-coating machining can chew through standard carbide tools in no time. I once observed a scenario where a brand-new carbide insert wore out after just a few passes on a thick plasma-sprayed layer.
Potential Causes:
- Using the wrong tool material, such as uncoated carbide or HSS.
- Excessive cutting speeds that generate high heat, accelerating wear.
- Inadequate or inconsistent coolant application.
Practical Solutions:
- Upgrade Tooling: Use diamond (PCD) or cubic boron nitride (CBN) tools designed for abrasive materials.
- Optimize Cutting Parameters: Lower feed rates and moderate speeds can reduce tool friction.
- Use Mist or Flood Coolant: Minimizing heat at the cutting edge can prolong tool life.
- Monitor Tool Condition: Periodically inspect inserts, looking for edge chipping or flank wear. Replace before catastrophic failure.
5.3.2 Chipping or Peeling at Edges During Machining
If you’re machining a coated part to create a step or hole, the transition between coated and uncoated regions can experience high stress. The cutting tool may catch the coating’s edge, causing a chip or peel that extends beyond the intended boundary.
Potential Causes:
- Excessive feed rate or rough cutting approach, generating large cutting forces.
- Inadequate bonding at the coating’s edge or interface.
- Tool geometry not optimized for milling the interface area.
Practical Solutions:
- Use Smaller Depth of Cut: Gradually transition from coated to uncoated zones.
- Chamfer Tool Path: Sometimes programming a chamfer at the coating boundary helps avoid a sudden break.
- Check Edge Bonding: If the coating near edges is weaker, that area might need special masking or an additional bond coat.
5.3.3 Thermal Shock and Micro-Cracking
When a coated part is subjected to high-speed machining with coolant, the surface can experience rapid temperature changes. Ceramic is strong at high temps but can be brittle under fast thermal cycling.
Potential Causes:
- Flood coolant hitting a hot surface mid-cut.
- Drastic shift from cutting temperature to ambient temperature.
- Low thermal shock resistance in the chosen ceramic material.
Practical Solutions:
- Reduce Coolant Impact: Use mist cooling or controlled coolant streams.
- Staged Ramp-Up: Start with lighter cuts to gradually heat the part and tool.
- Select a More Resilient Coating: Some ceramic blends handle thermal shock better (like zirconia with certain stabilizers).
5.4 Workflow and Communication Failures
5.4.1 Incomplete or Incorrect Drawings
I’ve seen shops send parts to a coater with ambiguous instructions about which surfaces need ceramic coating, the thickness required, or tolerances. This confusion leads to misapplied coating, or the coater might block areas incorrectly.
Potential Causes:
- No explicit mention of “do not coat” areas or threads in the drawing.
- Lack of a 3D model that shows mask boundaries.
- Failing to specify target thickness or maximum tolerance for thickness variation.
Practical Solutions:
- Annotated Drawings: Highlight coated regions in color. Provide cross-sections.
- Clear Tolerance Tables: Example: “Coating thickness 50±10 microns on surfaces A, B, C.”
- Frequent Communication: A quick phone call or email to confirm details can prevent major rework.
5.4.2 Lead Time Overruns and Scheduling Conflicts
Because ceramic coating often requires specialized equipment (like thermal spray booths or vacuum PVD chambers), it might be outsourced. Shipping parts back and forth can lead to schedule slips, especially if one step takes longer than expected.
Potential Causes:
- Coater backlog or equipment downtime.
- Rework if a part fails inspection, requiring the entire process to restart.
- Poor alignment between CNC machining schedules and coating windows.
Practical Solutions:
- Realistic Timelines: Factor in shipping, potential rework, and queue time at the coater.
- Batching Strategy: Combine multiple parts in a single coating run to reduce setup overhead.
- Contingency Plans: Keep extra blanks or partial inventory to handle rejections.
5.4.3 Poor Documentation of Parameters
If you don’t record which blast media was used, what temperature the substrate was held at, or the distance of the spray gun, you’ll struggle to replicate success or identify the root cause of failures. I’ve encountered shops that rely purely on an operator’s “feel,” leading to inconsistent results from batch to batch.
Potential Causes:
- No standard operating procedure for coating or machining steps.
- Inadequate training or high operator turnover.
- Lack of data collection tools (e.g., a process log or digital sensor feedback).
Practical Solutions:
- Standardize Procedures: Write detailed work instructions and require operators to follow them.
- Use Process Logs: Record temperature, spray angles, feed rates, etc.
- Invest in Sensors: Monitoring real-time data (like gun distance or part temperature) can help maintain consistency.
5.5 Troubleshooting Strategies
When a coated part fails or shows subpar performance, diagnosing the problem can be challenging. I recommend a structured approach:
- Gather Data: Inspect the part visually, measure thickness, hardness, and surface roughness.
- Identify the Failure Mode: Did the coating delaminate, crack, or wear prematurely?
- Trace Process History: Review logs from the coating stage, the CNC program, and any post-coating steps.
- Test Hypotheses: If you suspect contamination, check for residual oils in the blasting area. If you suspect thermal stress, see how quickly the part cooled.
- Iterate: Make one change at a time, retest, and see if the problem recurs.
We once had a recurring porosity issue in a plasma-sprayed ceramic. We systematically changed the argon flow rate, then the standoff distance, then the substrate preheat temperature. Eventually, we found that a small boost in substrate temperature drastically reduced porosity by improving particle bonding.
5.6 Table: Common Issues, Causes, and Remedies
Below is a concise reference table summarizing key issues, potential causes, and practical remedies. It can help you pinpoint problems when dealing with ceramic coating and machining.
| Issue | Potential Causes | Remedies |
|---|---|---|
| Delamination/Flaking | – Poor surface prep, contamination – Coating process errors – Thermal mismatch | – Thorough cleaning, correct roughness – Optimize spray/CVD/PVD parameters – Use bond coats, gradual cooling |
| Thickness Variation | – Inconsistent spray angle or speed – Manual operator error – Improper rotation or fixture | – Automate with robotics – Calibrate spray equipment – Mid-process thickness checks |
| Excessive Porosity | – Low temp or feedstock not fully melted – Rapid cooling or mechanical shock | – Increase spray heat/gas flow – Add a sealing step or post-heat treat – Refine process parameters |
| Tool Wear (Post-Coating) | – Using standard carbide on very hard coating – High cutting speeds, poor cooling | – Switch to diamond/CBN tooling – Optimize speeds & feeds – Apply mist or flood coolant |
| Chipping at Edges | – High feed rates at coating boundary – Weak bonding near edges – Improper tool approach | – Use gentle transitions (chamfers, smaller depth of cut) – Improve edge adhesion or bond coat – Confirm tool geometry, alignment |
| Thermal Shock Cracks | – Sudden coolant on hot surface – Low thermal shock resistance in ceramic | – Gradual heat-up/cool-down – Mist cooling instead of heavy flood – Use ceramic blend with better shock resistance |
| Scheduling Overruns | – Coater backlog, shipping delays – Rework from coating defects | – Plan realistic timelines – Batch parts to reduce setups – Keep contingency inventory |
| Documentation Gaps | – No process logs – Reliance on operator “feel” | – Standardize procedures – Require parameter logging – Implement digital sensors |
5.7 Special Considerations for Repair and Rework
Sometimes a coated part comes back for repairs—maybe the ceramic chipped after months of service, or the substrate was damaged. Rework can be tricky. You might need to strip the old coating chemically or by grinding, re-prepare the surface, then reapply. Each of these steps can distort the part or degrade its base material if repeated too many times.
Tips:
- Stripping Method: Some coatings can be dissolved in alkaline solutions; others require mechanical grinding.
- Check Substrate Integrity: If the part has been in service under extreme conditions, verify it hasn’t cracked or fatigued.
- Re-Qualification: After re-coating, confirm all dimensions and mechanical properties are still within spec.
I’ve seen companies with dedicated “repair loops” for aerospace components like turbine blades. They track how many times a blade has been re-coated before retiring it, ensuring safety margins remain intact.
5.8 Balancing Cost vs. Benefit
Another common issue is that some shops remain uncertain whether ceramic coating is worth the expense. This is not a technical error but a strategic dilemma. If you coat low-value parts, the cost might outweigh the benefits. If you omit coating on high-value, high-stress parts, you might pay more in replacements and downtime.
Questions to Ask:
- What’s the baseline failure rate without coating?
If it’s high, a ceramic layer can pay for itself quickly. - How critical is part failure?
In aerospace or medical, a single failure could be catastrophic. - Is the production volume large enough?
Setup costs for coating might be amortized over large runs more easily.
I recall a tool manufacturer that decided to coat their mid-range cutting inserts. They discovered that while the insert cost rose slightly, customers loved the longer tool life, and the company gained a competitive edge. Sometimes, focusing on the total cost of ownership yields a clearer picture than just the per-part coating price.
5.9 Case Examples of Problem-Solving
To further illustrate real-life solutions, here are two case stories from my network:
5.9.1 Case Study C: Automotive Exhaust Manifolds
- Problem: A performance exhaust shop applied ceramic coating to manifolds to manage heat. They found frequent peeling near the flanges after installation.
- Cause: The flanges were machined post-coating to ensure a flat gasket surface. The cutting forces chipped the coating at the boundary.
- Solution: They masked the flange seating area before coating, leaving it uncoated. Then they did a minor surface grind for flatness, avoiding the coated region altogether. The peeling disappeared, and the flanges sealed properly.
5.9.2 Case Study D: Aerospace Nozzles
- Problem: Tiny hairline cracks appeared on a ceramic-coated nozzle used in a rocket test rig.
- Cause: Rapid thermal cycling from cryogenic propellant flow to combustion heat. The chosen ceramic lacked adequate thermal shock resistance.
- Solution: The manufacturer switched to a zirconia-based formula with yttria stabilization. They also implemented a gentler warm-up procedure. The nozzles lasted through multiple test firings without cracks.
5.10 Proactive Measures for Success
After seeing so many challenges, I’m convinced that the best approach is proactive. Here are a few measures that have saved me plenty of headaches:
- Design for Coating: Early in the design, decide which surfaces will be coated and incorporate allowances. It’s much easier than retrofitting the idea after the part is already partially made.
- Coating Trials: For critical projects, do a small pilot batch before committing to full production. Validate adhesion, thickness, and any post-coating machining steps on sample parts.
- Detailed Contracts and Specs: If you outsource, specify acceptance criteria (e.g., no cracks >0.1 mm, thickness tolerance ±10 microns). This clarifies accountability if rework arises.
- Operator Training: Ensure that technicians at both the machine shop and the coating facility understand the process sequence. Simple oversights, like using the wrong grit in blasting, can tank your whole batch.
- Continuous Improvement: Keep a log of each project’s issues, solutions, and outcomes. Over time, you’ll refine parameters and drastically reduce the frequency of repeating old mistakes.
5.11 Beyond the Technical: Cultural and Organizational Factors
I’ve come to realize that ceramic coating success hinges on more than just the right equipment. It’s also about a culture of collaboration. If the coating vendor and the machining shop are at odds or never talk, problems slip through the cracks. A strong partnership, with open feedback loops and joint problem-solving, fosters continuous improvements.
- Joint Training: Sometimes it helps if machinists spend a day at the coating facility or vice versa. Seeing each other’s environment clarifies constraints.
- Regular Reviews: Periodic “post-mortem” meetings after major batches can pinpoint small improvements that yield huge gains in the next run.
- R&D Collaboration: If you’re working on advanced products or materials, co-develop new coating recipes or specialized fixturing that streamline the process.
5.12 Conclusion of Chapter 5
The challenges in ceramic coating and machining are numerous—delamination, chipping, tool wear, scheduling bottlenecks, and more. But every problem has at least one viable solution. By focusing on proper surface prep, choosing the right coating method, and optimizing your machining parameters, you can prevent many headaches upfront. And if issues still pop up, structured troubleshooting and strong communication between all parties will help you recover without scrapping your entire batch.
Chapter 6: Cost-Benefit Analysis
For many shops and manufacturing enterprises, the decision to adopt ceramic coating in combination with machining hinges on one critical question: Is it worth the cost? In previous chapters, I’ve walked through the technical processes, challenges, and industry applications of ceramic coating. Here, I’ll pivot to the economic side—evaluating how to measure return on investment (ROI), balancing upfront expenses against long-term savings, and identifying which types of projects benefit most from these advanced surface technologies.
I’ve seen companies of all sizes grapple with whether to invest in ceramic coating lines or outsource them, whether to coat only a small fraction of parts or standardize coating across entire product lines. The answers differ, but the decision process generally revolves around a few key factors: part criticality, performance gains, volume, and overall cost structure. I believe that by dissecting those factors carefully, you can build a compelling case for (or against) ceramic coating in your operation.
6.1 Defining “Cost” in Ceramic Coating
Cost isn’t just the price of the coating service or the raw materials. It can include:
- Equipment and Capital: If you bring coating in-house, you might purchase thermal spray booths, PVD chambers, or post-coating finishing tools.
- Setup and Overhead: Masking labor, fixtures, energy consumption, and operator training all add up.
- Logistics: Shipping parts to external coaters, plus potential rework or scrap if something goes wrong.
- Time: Extended lead times can delay shipments to customers or disrupt your production schedule.
- Risk: If the coating fails, you might have to replace or repair critical components, facing warranty claims or lost goodwill.
In one operation I observed, the company spent significant money to install a plasma-spray facility on-site. They justified it by projecting how much they were paying third-party coaters annually. By handling everything internally, they shortened lead times and had more control. However, had they only needed to coat a handful of parts per month, the same investment would’ve been overkill.
6.1.1 Direct vs. Indirect Costs
Direct costs are fairly straightforward: the material feedstock for the coating, operator labor, or the per-part fee charged by an external coater. Indirect costs could be more subtle—perhaps your QA department has to implement additional checks, or your inventory levels rise because you stage parts awaiting the coating process.
From my perspective, many companies underestimate the indirect costs the first time they adopt ceramic coating. For instance, they might not budget for the training required for their CNC programmers or machinists to handle post-coating cuts. They also might not consider the new storage area needed to house coated parts that are waiting for final finishing. Overlooking those details skews the cost analysis.
6.2 Measuring the Benefits
The benefits of ceramic coating come in different forms:
- Extended Part Life: If a part that used to wear out every six months now lasts two years, that’s a clear cost saving.
- Improved Performance: Enhanced heat resistance or friction reduction may enable the product to operate at higher speeds, loads, or temperatures, potentially boosting efficiency or throughput.
- Reduced Maintenance and Downtime: Machines that rely on coated components need fewer service intervals, letting you run production more consistently.
- Product Differentiation: Some companies market the presence of ceramic coating to appeal to customers seeking high-end or long-lasting solutions (e.g., performance car parts, premium cookware).
- Consolidation of Materials: Sometimes, a cheaper metal can be used if a ceramic layer compensates for any shortfalls in hardness or corrosion resistance, lowering raw material costs.
I recall a scenario with a cutting-tool supplier who switched from uncoated inserts to ceramic-coated versions. They sold them at a higher price but demonstrated that end users would save money overall due to fewer tool changes and improved finish quality. Customers willingly paid more upfront, seeing that the total cost of machining dropped when downtime and insert replacements were factored in.
6.2.1 Quantifying Extended Part Life
Calculating part-life gains can be as simple as measuring how many cycles a component undergoes before failure—then comparing the uncoated baseline to a ceramic-coated test group. If your annual cost of replacing that part is high, a 2x or 3x improvement in lifespan directly translates to significant savings.
For instance, let’s say you have a piece of mining equipment that uses a large wear plate. The plate costs \$2,000, plus \$500 in labor to replace each time, and it fails every four months. Over a year, you replace it three times, for \$7,500 total. If a ceramic-coated version costs \$3,500 but lasts the entire year, your total spend is \$4,000, resulting in \$3,500 in savings annually—just on that one component.
6.2.2 Process Efficiency and Throughput
In some cases, ceramic coating allows you to run a process faster or at higher temperatures. Automotive engines with ceramic-coated pistons might safely run at increased compression ratios or with more aggressive fuel mapping. Industrial tooling with a ceramic coating might cut at higher speeds, boosting productivity. These improvements can be harder to measure than a simple part replacement cost, but they often deliver large downstream benefits.
One shop I visited used diamond-coated end mills to cut abrasive composites. Previously, they had to slow the spindle to preserve tool life, but with ceramic-based diamond coatings, they could run 30% faster. The net effect was a significant bump in overall throughput, meaning they could fulfill more orders in less time.
6.3 ROI Analysis Methods
How do we tie these factors together to decide if ceramic coating is profitable? Common ROI (Return on Investment) methods include:
- Payback Period: The time it takes for the savings to equal the initial investment.
- Net Present Value (NPV): Considers the time value of money by discounting future cash flows back to the present.
- Internal Rate of Return (IRR): The discount rate that makes the project’s NPV equal zero.
- Total Cost of Ownership (TCO): Weighs all direct and indirect costs over the product’s lifetime.
In the industrial environment, TCO is often the most intuitive. We look at how many coated parts we expect to produce, how long they last, and any savings in maintenance or downtime. If TCO is significantly lower for coated components, it’s a strong indicator that the investment makes sense.
6.3.1 Simple Payback Example
Let’s assume you’re debating whether to buy a \$200,000 thermal spray setup in-house or to keep outsourcing. Outsourcing costs \$30 per part, and you coat 5,000 parts a year—totaling \$150,000 in annual fees. If you invest \$200,000 upfront, your internal cost (materials, labor, overhead) might be \$10 per part, meaning \$50,000 per year. So the difference is \$100,000 in annual savings, giving a payback period of roughly two years.
If your cost of capital is reasonable and you have stable demand for coated parts, that’s a compelling proposition. However, if your volume is only 1,000 parts a year or your outsourcing fee is lower, the math might not favor in-house investment.
6.4 Cost-Benefit Across Different Industries
From my experience, certain industries see the cost-benefit equation tip more favorably toward ceramic coating. In others, it’s more nuanced.
6.4.1 Aerospace
For aerospace, reliability is king. The cost of a single engine failure far outweighs any incremental spend on advanced coatings. Hence, ceramic coating is standard in turbines and critical components. The typical approach is to factor the coating cost into the overall engine or airframe price, justified by improved fuel efficiency, longevity, and safety margins.
- Benefit Emphasis: Reduced weight (using lighter alloys with a thermal barrier), higher operating temperature, and extended service intervals.
6.4.2 Automotive
In performance automotive or motorsports, ceramic coating’s high heat tolerance or friction reduction can yield horsepower gains and reliability. While mainstream consumer cars might not adopt ceramic coating widely due to cost constraints, high-end or specialty vehicles see strong returns. After all, a premium brand can charge extra for “ceramic technology” if it genuinely enhances performance.
- Benefit Emphasis: Performance marketing, better fuel economy or power, lower maintenance on race components.
6.4.3 Industrial Tooling and Machinery
Here, the payoff is often about extended tool life or improved productivity. I’ve watched small job shops transform their competitiveness by switching to coated cutting tools or by offering coated part refurbishing. If a major client demands minimal downtime, the ability to produce more robust machine parts or tooling can secure that contract.
- Benefit Emphasis: Lower overhead for replacements, less downtime, potential to handle more challenging materials.
6.4.4 Consumer Goods
For something like cookware, the marketing angle is “durable, non-stick, easy-clean.” The cost is justified if the brand can charge a premium or build a reputation for quality. In lower-end markets, the margin might be too slim to accommodate advanced ceramic coatings unless the volumes are huge and the process is highly automated.
- Benefit Emphasis: Consumer perception of quality, brand differentiation, some legitimate performance gains (scratch resistance, ease of cleaning).
6.4.5 Energy and Heavy Equipment
Mining, drilling, and power generation often face extreme wear or corrosion. Ceramic coatings here can slash maintenance bills. Because these industries deal with large, expensive machinery, even a small percentage improvement in part life translates to big money saved. However, the challenge might be that these parts are massive and not easily shipped. On-site or near-site coating capabilities might be necessary.
- Benefit Emphasis: Dramatic decrease in wear-related replacements, more consistent operation with less downtime.
6.5 Outsourcing vs. In-House Coating
One of the biggest cost decisions is whether to do the ceramic coating yourself or rely on an external supplier. There’s no universal answer, but I’ve noticed a few trends.
6.5.1 Pros of In-House Coating
- Control: You oversee every parameter, ensuring consistent quality and quick adjustments.
- Lead Time Reduction: No shipping or queueing at a third-party coater’s facility.
- Integration with Machining: Parts can move seamlessly from CNC to coating to post-coating finishing.
6.5.2 Cons of In-House Coating
- Capital Investment: Equipment like thermal spray booths or PVD chambers can cost hundreds of thousands to millions of dollars.
- Expertise and Training: Coating requires specialized knowledge. Hiring or training the right staff is non-trivial.
- Volume Requirements: You need enough throughput to justify the expense, or you’ll have underutilized assets.
For instance, a midsized automotive parts supplier might handle tens of thousands of coated units monthly, making in-house investment worthwhile. But a smaller job shop that only coats 200 parts a month is likely better off outsourcing to a specialized coater.
6.6 Common Pitfalls in Cost-Benefit Analysis
Even a well-intentioned ROI study can fail if certain pitfalls creep in:
- Ignoring the Learning Curve: The first few batches might yield higher scrap rates or rework until the team masters coating. This short-term spike in costs has to be factored in.
- Overlooking Indirect Savings: If a part’s longer life reduces labor overhead for repairs, that’s a real (but sometimes hard-to-quantify) benefit.
- Assuming Constant Demand: If your product mix changes or volumes drop, that in-house coating line might sit idle.
- Neglecting Maintenance Costs: Coating equipment itself requires maintenance, calibration, or part replacements. Plasma guns, nozzles, or vacuum pumps wear out over time.
- Inflation and Material Cost Fluctuations: Ceramic powders, gases, or feedstocks can vary in price. A short-sighted analysis might get blindsided if those input costs spike.
I recall a case where a shop installed an HVOF line, not realizing the extensive argon and hydrogen requirements. Monthly gas bills soared, undermining their original payback estimates.
6.7 Strategies to Improve ROI
If your initial cost-benefit analysis suggests borderline feasibility, there are ways to tip the scales:
6.7.1 Target High-Value or High-Wear Components First
Focus on parts where failure is most expensive or downtime is most critical. By proving success in these areas, you can build internal momentum and use the returns to justify expansion into lower-priority parts later.
6.7.2 Co-Development with Customers
Sometimes, if you serve external clients (e.g., automotive OEMs or aerospace primes), you can negotiate cost-sharing or volume guarantees for coated parts. This approach de-risks the investment. I’ve even seen large customers provide partial funding for a coater’s new equipment, in exchange for favorable pricing or guaranteed capacity.
6.7.3 Incremental Automation
If you worry about labor costs or operator variability, incremental automation can improve consistency. Robotic spray arms or automated fixturing reduce the chance of thickness variation. Over time, that drives down rework and scrap costs, bolstering your ROI.
6.8 Real-World Example: An Industrial Case Study
Let me illustrate cost-benefit analysis with a simplified, yet realistic, scenario. A company manufactures industrial pumps used in corrosive environments. The standard approach has been stainless steel housings that last around 12 months before internal corrosion necessitates replacement or rebuild.
Uncoated Baseline:
- Part cost: \$300
- Annual usage: 1,000 units
- Replacement frequency: 1 year
- Total annual cost = \$300 * 1,000 = \$300,000
Ceramic-Coated Alternative:
- Base material switched to a lower-grade steel for \$200
- Ceramic coating cost: \$150
- So total part cost: \$350
- Lifespan extended to 3 years
If we spread the part cost over 3 years, the annual cost per part is \$117 (i.e., \$350 / 3). For 1,000 parts, that’s \$117,000 a year. That’s a big improvement over \$300,000. Of course, you might need additional inventory or a new coating supplier, but even factoring in an extra \$50,000 a year for overhead or lead time management, you’re at \$167,000—still saving \$133,000 annually. Over five years, that’s \$665,000 in total savings.
6.9 The Role of Maintenance and Downtime
Beyond pure part replacement costs, downtime in industrial settings can be extremely expensive. Every hour a production line or key piece of equipment is offline can mean thousands (or millions) of dollars in lost revenue. In these scenarios, a ceramic coating that extends mean time between failures (MTBF) can be a game changer.
Let’s say a machine that fails for four hours each month results in \$10,000 of lost production. If a ceramic-coated component halves that downtime, you recover \$5,000 monthly, or \$60,000 a year, purely from increased uptime. That figure can overshadow the direct part cost discussion. This is why many reliability engineers and plant managers see ceramic coatings as strategic investments rather than just an added manufacturing cost.
6.10 Environmental and Regulatory Factors
In some sectors, environmental regulations push companies to adopt cleaner or more energy-efficient solutions. Ceramic coating might enable a higher combustion temperature in an engine, reducing emissions, or it might minimize friction in a large mechanical system, cutting energy consumption. These benefits can lead to regulatory credits or help you meet sustainability goals, indirectly adding to the cost-benefit equation.
- Example: A power plant might gain carbon credits if they boost turbine efficiency with ceramic-coated blades.
- Example: A shipping firm adopting ceramic-coated propellers or thrusters might see fuel savings, lowering their carbon footprint.
Quantifying these intangible or semi-tangible benefits can be tricky, but in a world increasingly focused on green initiatives, they can tilt the financial analysis in favor of ceramic coatings.
6.11 Negotiating With Coating Suppliers
If you opt to outsource ceramic coating, negotiating the contract can heavily influence your cost-benefit ratio. You might discuss:
- Volume Discounts: The more parts you send, the lower the per-part fee.
- Long-Term Agreements: Suppliers may invest in new equipment or staff if they know you’ll provide consistent volume, and they can pass savings back to you.
- Batch Sizing: Combine smaller part runs into a single coating batch for efficiency.
- Quality Guarantees: If the supplier’s process yields a high scrap rate, who pays for rework or replacement?
I’ve been involved in negotiations where a shop locked in a 3-year contract with a coater, guaranteeing a certain monthly volume. In return, they got a 20% discount on the standard rate and priority turnaround times, which boosted their own production reliability.
6.12 Psychological and Marketing Factors
In certain markets, “ceramic” has a premium connotation—think of luxury cars, high-end cookware, or cutting-edge consumer electronics. Even if the cost analysis is marginal, the marketing advantage might make it worthwhile. Buyers may associate “ceramic coating” with advanced technology or superior quality, allowing you to command a higher sale price.
However, this approach only works if the performance is genuine. A purely decorative “ceramic finish” that doesn’t deliver real benefits can backfire if customers discover it’s all hype. In my opinion, transparency is key. If you’re marketing a product as “ceramic-coated,” ensure it meets expectations in terms of durability or heat resistance.
6.13 Emerging Trends That May Lower Costs
Technological advances are making ceramic coating more accessible. For instance, advanced PVD systems have become cheaper and more user-friendly, while new spray processes may require less gas or lower temperatures. Additionally, integration of robotics can cut labor costs, making high-volume or repetitive coating jobs more consistent.
- Nano-structured Ceramics: Some coatings incorporate nanoparticles to improve adhesion or reduce the thickness needed to achieve the same hardness. This could reduce material consumption.
- Cold Spray: A lower-temperature method that deposits particles without fully melting them, possibly lowering thermal stress and equipment overhead.
- Hybrid Processes: Combining ceramic with polymer or metal matrix can yield performance near that of pure ceramics but at a lower cost.
As these technologies mature, the entry barriers may drop, making ceramic coating an even more attractive option for mid-tier manufacturers.
6.14 Decision-Making Framework
To wrap up, here’s a concise decision-making framework I often recommend:
- Identify Critical Parts: Focus on the ones that break frequently or cause large downtime losses.
- Run a Pilot: Coat a small batch, measure real-world improvements in lifespan, performance, or manufacturing speed.
- Perform a Comprehensive TCO Analysis: Include direct, indirect, and intangible benefits.
- Evaluate In-House vs. Outsourcing: Depending on volume, skill set, and capital availability.
- Consider Long-Term Business Strategy: Are you entering a market that expects ceramic performance? Could it differentiate your brand?
- Act and Refine: Implement your chosen approach, track actual results, and refine parameters for subsequent runs.
6.15 Conclusion of Chapter 6
Cost-benefit analysis is where the rubber meets the road in deciding whether ceramic coating belongs in your manufacturing toolkit. By looking beyond just the immediate coating fee—factoring in part life extension, downtime reduction, and potential performance gains—many organizations find that the total cost of ownership drops significantly. Others might realize that their volumes are too low or their design constraints too tight to justify the investment right now.
To me, the real power of ceramic coating emerges when you align it with the bigger picture of your manufacturing strategy. Are you trying to position your product at the premium end of the market? Are you tackling harsh environments where conventional materials fail? Are you looking to reduce cycle times or maintenance intervals? If so, the intangible (and tangible) benefits can far exceed the cost of adoption. If not, there’s nothing wrong with waiting or using standard materials until the economics make sense.
Chapter 7: Future Trends
When I first encountered ceramic coating, it felt like a niche technology reserved for aerospace turbines and high-end automotive parts. Over the years, I’ve seen this field expand at a staggering pace—new deposition methods, improved ceramic blends, and innovative ways of integrating with CNC machining. In this chapter, I want to highlight where the industry seems to be heading in the next decade or so. We’ll look at breakthroughs in materials, automation, data-driven processes, and potential disruptive factors like 3D-printed ceramics. If you’re planning a long-term strategy for your manufacturing operation, these trends could shape your roadmap.
7.1 Breakthroughs in Deposition Methods
One of the defining aspects of ceramic coating technology is the variety of ways it can be deposited onto a substrate. Traditional methods—like thermal spray, CVD, and PVD—are already well-established, but new techniques and hybrid approaches keep emerging.
7.1.1 Cold Spray Advancements
Cold spray is essentially a lower-temperature method that accelerates powdered materials onto a substrate without fully melting them. This reduces thermal stress and distortion. Historically, cold spray was more popular for metals, but recent research focuses on adapting it for certain ceramic materials or ceramic-metal composites (cermets). Because the substrate doesn’t face extreme heat, sensitive alloys (such as those in electronics or lightweight aerospace components) can benefit.
- Potential Impact:
- Lower energy consumption than high-temperature methods.
- Reduced risk of substrate warping.
- Possibility of depositing ceramics onto temperature-sensitive materials like magnesium or plastic composites.
7.1.2 Ultra-Fast Laser Deposition
Lasers aren’t new to manufacturing, but recent developments let us fuse ceramic powders at high speeds, building up a coating layer by layer in a highly localized area. This can complement or replace thermal spraying. Researchers are experimenting with tailored ceramic compositions for medical implants or microelectronic components that require precise geometry.
- Challenges:
- Alignment between laser paths can be tricky, leading to uneven layers.
- Rapid cooling may create micro-cracks if the process parameters aren’t carefully tuned.
- Upside:
- Extremely localized heating.
- Potential for mixing multiple ceramic powders in a single run, generating functionally graded coatings (i.e., different properties at different layers).
7.1.3 Atmospheric Plasma Solutions
Plasma spray typically happens in a controlled environment with specialized gas mixtures. Now, a few equipment manufacturers are promoting atmospheric plasma systems that can be run in less confined conditions or with simpler booth setups. The idea is to expand accessibility and lower capital costs. If widely adopted, smaller shops could consider in-house ceramic coating without the huge overhead that older plasma systems demanded.
- Potential Impact:
- More widespread adoption among mid-tier manufacturers.
- Greater competition among vendors, possibly driving down costs.
7.2 Next-Generation Ceramic Materials
Ceramics aren’t limited to zirconia or alumina anymore. Material scientists keep devising new formulas, doping them with rare earth elements or combining them with graphene or nanotubes to boost strength, conductivity, or flexibility.
7.2.1 Nano-Engineered Ceramics
By incorporating nanoparticles into the matrix, engineers can significantly alter a ceramic’s properties. For instance, adding carbon nanotubes might increase toughness and reduce brittleness, addressing one of the main drawbacks of certain ceramics. In machining applications, these nano-ceramics could handle higher impacts or rapid temperature changes without cracking.
- Example:
- A nano-reinforced alumina coating that remains stable under high loads, ideal for heavy machinery in mining.
- A micro-lubricating ceramic that inherently reduces friction on automotive pistons.
7.2.2 Functionally Graded Coatings
A functionally graded material (FGM) transitions gradually from one composition to another, often from metal at the base to pure ceramic at the surface. This design can mitigate thermal stress by matching the coefficient of expansion near the substrate while still offering a fully ceramic outer surface. Early adopters in aerospace are looking at FGMs to produce turbine blades or rocket nozzles that maintain structural integrity under abrupt temperature spikes.
- Impact on Machining:
If the gradient is well-designed, post-coating machining might be easier because the zone just below the surface is not as hard as pure ceramic. But we still get the surface benefits.
7.2.3 Hybrid Polymers and Ceramics
In consumer goods, some companies blend ceramic powders with polymers to produce coatings that are part ceramic, part plastic. These might not achieve the same hardness as fully ceramic layers, but they offer a smooth feel, better elasticity, and lower process temperatures. For example, advanced “ceramic-paint” hybrids can be sprayed onto metal cookware with minimal fuss, aiming to deliver decent wear resistance without the complexity of a full thermal spray setup.
7.3 Integration with 3D Printing and Additive Manufacturing
Additive manufacturing (AM) is already reshaping how we produce metal parts, but what if we combine AM with ceramic coating? Some advanced systems can 3D-print a metal shape and simultaneously or subsequently deposit ceramic layers at critical zones.
7.3.1 Printing the Substrate and Coating in One Go
A concept known as “co-located deposition” envisions a single platform where a metal part is printed via powder bed fusion or direct energy deposition, while a ceramic spray or nozzle coats certain surfaces mid-build. This approach would avoid having to ship the part to a separate coater. If the geometry demands a protective surface mid-print (for instance, an internal channel), AM plus integrated coating might open new design possibilities.
- Challenges:
- Synchronizing two different material processes in real time.
- Preventing contamination where metal and ceramic overlap incorrectly.
7.3.2 Ceramic Printing and Machining
Ceramic 3D printing alone is advancing, allowing for near-net shapes that still need finishing via CNC. We could see a future where entire ceramic parts or thick ceramic layers are printed, then partially machined to precise tolerances. This might overshadow the concept of “coating” as we know it if the entire piece is ceramic. Yet, for large parts where only the surface demands ceramic properties, the hybrid approach remains more efficient.
7.4 Automation and Digital Twins
Smart factories are everywhere in modern manufacturing discussions. Ceramic coating processes could become more automated and integrated into digital twins—virtual replicas of the production line.
- Real-Time Process Monitoring: Sensors can measure temperature, particle velocity, or coating thickness on the fly, adjusting parameters on robotic arms.
- Digital Twins: Imagine simulating a spray pattern in software, predicting coverage uniformity and potential stress points. The system would then generate optimal robot paths to achieve desired thickness with minimal overspray or overlap.
For me, the most exciting aspect is how these technologies reduce the variability caused by human operators. If you can standardize the way the coating is applied—and track each pass in a database—your post-coating machining steps become more predictable.
7.5 Eco-Friendly and Sustainable Approaches
Environmental regulations and consumer expectations are driving more eco-friendly production methods. High-temperature processes use a lot of energy, and certain chemical precursors in CVD or PVD might be toxic or greenhouse-gas-intensive. Researchers are working on less energy-intensive methods or closed-loop recycling of powders and process gases.
- Water-Based Slurries: Some experimental coatings use water-based binders that can be cured at moderate temperatures, thus reducing the carbon footprint.
- Recycled Ceramic Materials: Manufacturers might reclaim overspray or leftover powder for subsequent runs, lowering raw material costs and waste.
7.6 Human-Machine Collaboration
Despite automation, skilled operators and engineers will remain vital. But roles might shift. Instead of manually holding a spray gun, a technician could manage a suite of robotic sprayers, using software to fine-tune parameters for each batch. CNC machinists might become “process integrators,” verifying that coated parts meet specs before final finishing.
I foresee a generation of professionals who specialize in bridging the gap between coating science and machining technology. They’ll interpret real-time sensor data, tweak robot paths, and design new jigs that account for shape complexities. The challenge is ensuring that these specialized roles still revolve around practical, hands-on insights, rather than purely theoretical metrics.
7.7 Potential Disruptions
Like any tech field, ceramic coating might face wild cards. A new material breakthrough could render some older methods obsolete. Global market shifts could raise or lower the cost of feedstock powders or specialized gases. Or maybe a wave of legislation will demand greener processes, forcing big capital investments in more sustainable equipment.
- Bioceramics in the medical field might see rapid expansion. If large healthcare OEMs push for in-house capabilities, we might see a mini revolution in how implants are produced and coated.
- Graphene or 2D Materials might pair with ceramics to yield super-slick surfaces that outperform anything we know today.
7.8 My Vision for the Future
In a decade, I expect standard machine shops to view ceramic coating as just another routine step, like heat-treating or plating. As equipment costs drop and automation grows, we might see small shops handle at least one form of ceramic deposition in-house. Meanwhile, large-scale factories—particularly in aerospace, automotive, and energy—will push the envelope with advanced coatings that let them operate at previously impossible temps or speeds.
I also anticipate more synergy between design software (CAD/CAE) and coating processes. Engineers will model not only the part’s geometry but also how the ceramic layer affects stress distribution or thermal load. This digital-first approach ensures that the final physical part arrives with minimal trial-and-error in the real world.
7.9 Conclusion of Chapter 7
The world of ceramic coating is evolving rapidly, driven by breakthroughs in deposition methods, material science, and digital manufacturing tools. I believe that the future will see these coatings become more diverse, more accessible, and more seamlessly integrated with CNC machining. Whether we’re talking about cold spray for temperature-sensitive parts, nano-engineered ceramics for unstoppable wear resistance, or full-blown automation with digital twins, the possibilities are enormous.
For shops aiming to stay competitive, it’s wise to keep an eye on these trends. If you’re already using ceramic coatings, you might find new methods to cut energy costs or tailor properties more precisely. If you’ve never tried them, the future might hold simpler, cheaper options that lower the barriers to entry. Ultimately, the question is how these innovations help manufacturers push the boundaries of performance, reliability, and cost-effectiveness.
Chapter 8: FAQ
Throughout “Ceramic Coating and Machining: Unlocking Advanced Manufacturing Applications,” I’ve delved into the technical processes, cost analyses, and future trends. Yet, some recurring questions always pop up from new adopters or even seasoned professionals looking to optimize. In this FAQ chapter, I’ll provide concise answers to the queries I’ve encountered most often, grounded in my own experiences and the best practices I’ve gathered from experts.
8.1 Basic Questions
Q1. What is the typical thickness of a ceramic coating?
A: Thickness depends on the method: PVD can be as thin as 2–5 microns, while thermal spray might go 100 microns to several millimeters. Specify your needs in the design phase. Thinner coatings are often used for tools or decorative parts, thicker ones for wear or thermal barriers.
Q2. Can I coat any metal with ceramic?
A: Most metals (steel, aluminum, titanium, etc.) can be coated if you choose the right process. However, if the substrate can’t handle the temperature or has large thermal expansion mismatch, you risk cracking or delamination. Always confirm compatibility with your coating vendor.
Q3. Is ceramic coating the same as powder coating?
A: No. Powder coating typically uses polymer-based powders cured at moderate temps (around 200°C). Ceramic coating involves much higher temps and specialized ceramic materials like alumina, zirconia, or SiC. Ceramic coating usually provides superior hardness and heat resistance.
8.2 Machining and Tooling
Q4. Which tools work best for machining ceramic-coated parts?
A: Diamond (PCD) or CBN tools are recommended for hard ceramic layers. Standard carbide can wear rapidly unless the coating is thin or relatively soft. Also, keep feed and speed conservative to reduce heat and tool load.
Q5. Do I machine before or after coating?
A: In many cases, you do most of the machining first, leaving a small allowance for final finishing if needed. Post-coating machining is typically limited to precise surfaces or hole drilling. Coatings with high hardness can be difficult to cut, so minimize post-coating operations if possible.
Q6. How do I prevent chipping at the boundary between coated and uncoated areas?
A: Gradual transitions, smaller depth of cut, and stable fixturing help reduce stress at the interface. Some shops also chamfer the edge at the boundary to avoid a sharp corner that can catch the tool.
8.3 Process Parameters and Quality
Q7. How can I measure coating thickness accurately?
A: Non-destructive methods include eddy current, ultrasonic gauges, or X-ray fluorescence (XRF) for certain materials. Destructive cross-sections can be used for in-depth analysis but aren’t practical for every part. If your coating is uniform, a few test coupons can represent a batch.
Q8. Is surface preparation really that important?
A: Absolutely. Insufficient cleaning or poor roughening (where needed) is a top cause of delamination. Grit blasting or chemical etching can significantly boost adhesion.
Q9. How do I ensure even coverage for complex geometries?
A: Automation helps—robotic arms can maintain consistent angles and distances. Also, designing fixturing that rotates or repositions the part mid-process ensures all surfaces receive uniform exposure.
8.4 Cost and ROI
Q10. Isn’t ceramic coating too expensive for small shops?
A: It can be, if you try to buy a big thermal spray booth or PVD chamber for low volume. But outsourcing is an option. Plus, the total cost of ownership might still favor coating if your parts face high wear or generate expensive downtime.
Q11. How do I justify the price of a coated part to my customers?
A: Demonstrate the extended service life, performance gains, or reduced maintenance. Show them the math—if they buy a cheaper uncoated part and replace it often, they’ll spend more overall. Some industries also value the “premium” branding of ceramic.
Q12. What if my volumes aren’t predictable—can I still outsource?
A: Yes, many coating vendors handle variable volumes, though you might pay more per part if you don’t meet certain quantity thresholds. Negotiate flexible terms or batch multiple orders together to reduce per-part costs.
8.5 Troubleshooting Common Failures
Q13. My coating keeps flaking near edges—what’s wrong?
A: Possibly poor edge bonding, or the spray angle was off, or the substrate wasn’t masked well. Try refining your fixturing or applying a bond coat. Check if the edges are receiving excessive mechanical stress during handling or post-coating machining.
Q14. Why am I seeing micro-cracks after thermal cycling?
A: Ceramics can be brittle, especially if there’s a significant mismatch in thermal expansion between the substrate and the coating. Look into a more thermally compatible formulation, or adjust your cooling/heating rates to reduce shock.
Q15. How do I fix surface roughness that’s outside tolerance?
A: If you have the thickness to spare, you can do a gentle grinding or polishing step. Alternatively, refine your deposition parameters to yield a smoother as-sprayed or as-deposited finish. Always confirm you have enough coating thickness to accommodate post-process finishing.
8.6 Specific Use Cases
Q16. Are ceramic coatings safe for food contact (e.g., cookware)?
A: Some formulations are rated food-safe, especially if they use inert ceramic and non-toxic binders. Always ensure your supplier provides certification. For cookware, a well-known brand or recognized safety standard is crucial.
Q17. Can I coat only the inside of a cylinder and leave the outside uncoated?
A: Yes, through careful masking or specialized internal spray nozzles. However, controlling thickness inside a tight bore can be challenging. Automated or robotic tools help ensure an even layer.
Q18. Do ceramic-coated brake rotors or pistons really help performance?
A: In motorsports or high-stress scenarios, yes. They can reduce heat soak, friction, and wear. However, the benefit in everyday driving might be modest. It depends on the part’s operating environment.
8.7 Future-Oriented FAQs
Q19. Will 3D-printed ceramics replace the need for coating?
A: Possibly in some niche cases where an entire part can be ceramic. But for large metal components that only need a surface upgrade, a coating remains more practical. Full ceramic parts can be brittle and expensive at large scales, though advances in 3D printing might shift this balance over time.
Q20. Is there a risk that “graphene coatings” or “super-lubricants” will obsolete ceramic?
A: It’s too early to say. Graphene and other 2D materials are promising, but scaling them for industrial surfaces has proven difficult. They might enhance ceramic layers or be used as an ultra-thin top layer. Total replacement of ceramic is unlikely soon.
8.8 Final Tips and Advice
Q21. What if my customers are skeptical about ceramic coating?
A: Offer to run a pilot test or a small production run. Provide data, samples, or references from similar industries. People often change their minds after seeing the measurable improvement in product performance and service life.
Q22. Should I attend specialized training or certifications?
A: Definitely. Many coating equipment manufacturers or industry groups (like thermal spray societies) offer courses. Knowledgeable staff can dramatically reduce trial-and-error. It also helps with networking and learning from peers.
Q23. How do I find a reliable coating partner?
A: Ask about their process documentation, track record in your industry, and references. Tour the facility if possible. Check if they have automated setups for consistent results. Also, ensure their capacity aligns with your volume—some vendors are great for small runs but can’t scale to thousands of parts weekly.
Other Articles You Might Enjoy
- The Role of Ceramic Beads in Achieving Superior Surface Quality in CNC Machining
Introduction to Ceramic Beads in CNC Machining Ceramic beads, known for their hardness and spherical uniformity, have emerged as a pivotal component in CNC machining operations aimed at achieving superior…
- A Guide to Finishing Techniques and Their Application in CNC Production of Micro Molding Machines Parts
When it comes to producing parts for micro molding machines, the finishing techniques used in the CNC machining process play a crucial role in ensuring that these components meet the…
- Surface Treatment After CNC Machining Applications of the Anodized Aluminum Colors Chart
In the world of manufacturing, CNC machining is a cornerstone of precision and efficiency, especially when it comes to working with aluminum. However, the journey of a part doesn’t end…
- Glass Bead Blasting Material and Its Impact on CNC Machining Performance
In the world of CNC machining, precision, quality, and surface finish are critical factors, especially for industries that demand high-performance components. Among the various surface finishing techniques used to improve…
- CNC Machined Parts Unveiled: Mastering Ceramic Drilling with Precision Tools
When it comes to CNC machining, drilling ceramic materials presents a unique set of challenges. Ceramics are hard, brittle, and require specialized techniques to achieve precision without compromising the material's…
- CNC Machined Parts Precision Ceramic Milling with Diamond-Coated Tools
Introduction When it comes to precision in manufacturing, particularly in industries where durability and heat resistance are paramount, ceramic materials often take center stage. Whether it’s aerospace, medical devices, or…
- Understanding Bead Blasting in CNC Machining(tin coating Aldrich)
Bead blasting, an integral process within the world of Computer Numerical Control (CNC) machining, is a fascinating technique that provides a distinct finish to manufactured parts. This process escalates the…
- Titanium Color and CNC Machining Techniques Explained
Introduction: The Appeal of Titanium Color in CNC Machining Titanium has always fascinated industries for its lightweight yet strong properties, but its natural titanium color adds an extra layer of…