
What is CNC Machining Boring
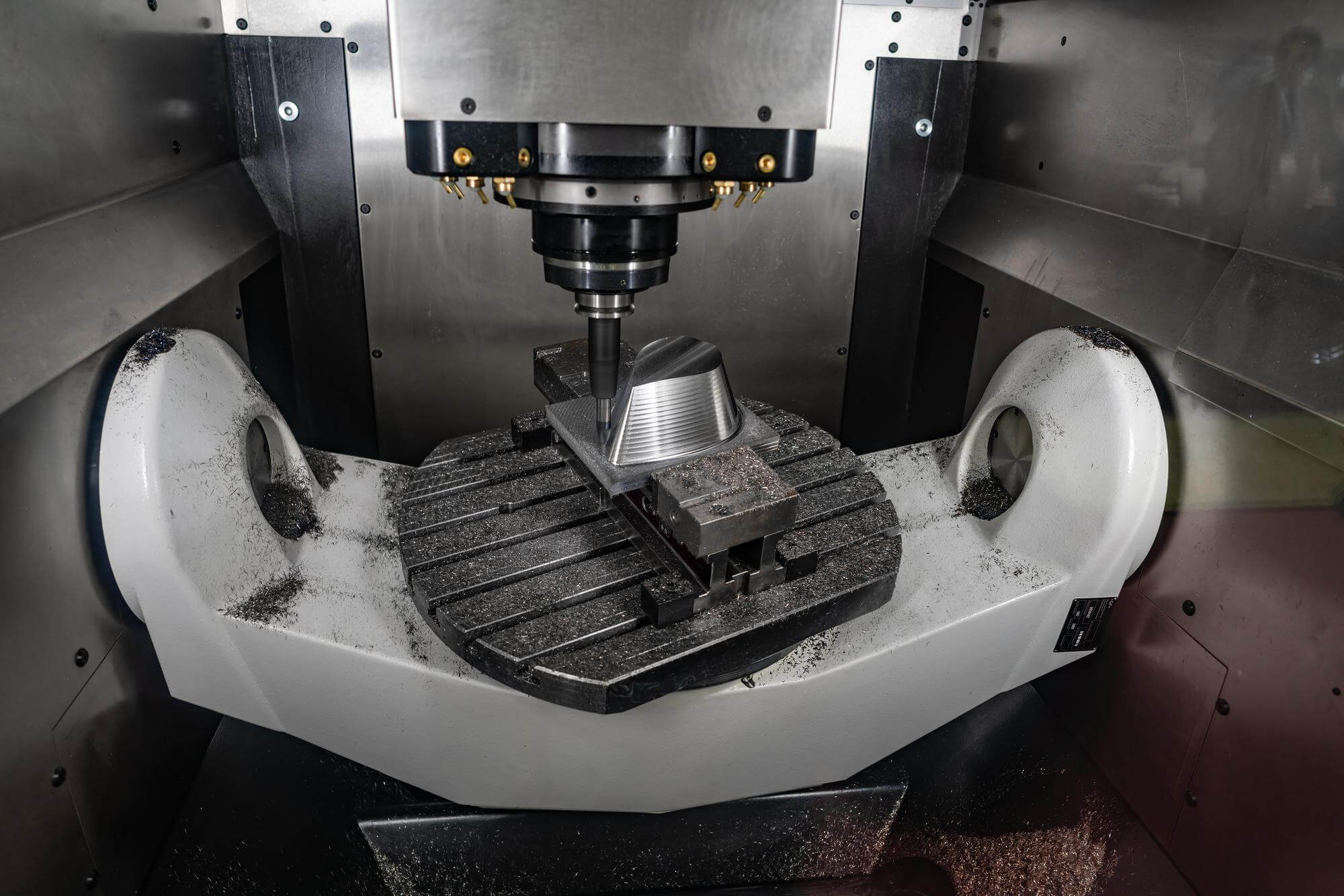
CNC boring is an advanced machining process that uses computer numerical control (CNC) technology to enlarge or refine pre-existing holes in a workpiece with precision and efficiency. Unlike conventional boring, CNC boring utilizes programmed commands to control the movements of the cutting tool, ensuring accuracy, repeatability, and consistency, which are essential for high-performance industrial applications. CNC boring is frequently performed on CNC lathes, mills, or dedicated CNC boring machines, allowing operators to set precise parameters for the desired hole size, shape, and surface finish.
Single-point boring
Single-point boring might sound like a tedious and mundane process, but it’s a cornerstone of precision in CNC machining. Imagine the intricate components in an aircraft engine or the precise alignment required in medical devices. These parts rely on single-point boring to achieve the exact specifications needed for optimal performance. Let’s dive into the world of single-point boring and uncover the secrets behind this essential technique.
What is Single-Point Boring?
Single-point boring is a finishing process used to enlarge and accurately size holes. Unlike drilling, which creates a hole, boring refines it. The process is common on milling machines and machining centers, where precision is paramount. As the name suggests, single-point boring uses a boring bar with a single cutting edge to achieve the desired diameter and surface finish.
The Boring Bar
The heart of single-point boring is the boring bar. This tool typically features a bullet-shaped insert at its tip, which can be finely adjusted to achieve the exact diameter required. Despite the various designs available, the single-point boring bar remains a favorite due to its versatility and precision. A well-set boring bar can make all the difference between a part that fits perfectly and one that ends up in the scrap bin.
Factors Affecting Boring Quality
- Tool Rigidity: The boring bar must be rigid and short enough to minimize deflection. A longer bar can flex, leading to inaccuracies.
- Spindle Positioning: The spindle must be precisely aligned to ensure the tool enters and exits the hole cleanly. Misalignment can result in surface defects and tolerance issues.
- Cutting Edge Geometry: The cutting edge must be sharp and correctly angled to cut efficiently and leave a smooth finish.
- Spindle Speed and Feed Rate: These parameters must be optimized based on the material and desired finish. Too fast, and you risk tool wear and poor surface finish; too slow, and you waste time and risk chatter.
Spindle Positioning
Proper spindle positioning is crucial in single-point boring. Unlike drilling or milling, where minor deviations might be acceptable, boring demands exact positioning to maintain hole quality. Special attention is needed to ensure that the spindle is correctly aligned every time the tool engages the workpiece. This alignment helps prevent unwanted marks or spots inside the bore, which can compromise the part’s integrity.
To achieve precise spindle positioning, CNC programs often use commands like G76 or G87. These commands ensure that the boring bar retracts in a way that minimizes any potential damage to the hole’s surface. Proper spindle positioning also involves setting the tool offset correctly, which is typically done during the machine setup.
Spindle Speed and Feed Rate
Selecting the right spindle speed and feed rate is vital for successful boring operations. Generally, the spindle speed for boring should be about two-thirds of the speed used for drilling the same material. This slower speed helps reduce heat buildup and tool wear, ensuring a smoother cut and better surface finish.
Here’s a table summarizing recommended spindle speeds and feed rates for various materials:
| Material | Drilling Speed (rpm) | Boring Speed (rpm) | Drilling Feed Rate (in/min) | Boring Feed Rate (in/min) |
|---|---|---|---|---|
| Aluminum | 1200 | 800 | 0.008 | 0.016 |
| Mild Steel | 500 | 330 | 0.006 | 0.012 |
| Stainless Steel | 300 | 200 | 0.005 | 0.010 |
| Titanium | 250 | 165 | 0.004 | 0.008 |
Single-Point Boring Tips
- Use Coolant: Coolant helps reduce heat and flushes away chips, which can improve the surface finish and extend tool life.
- Tool Length: Keep the boring bar as short as possible to reduce deflection and maintain rigidity.
- Tool Adjustment: Fine adjustments can make a significant difference. Ensure the insert is properly positioned for the best results.
- Cutting Path: Plan the tool path carefully to avoid re-cutting chips, which can damage the surface finish.
Retraction and Toolpath
The retraction phase of the boring process can be tricky. Unlike drilling, where the tool can quickly retract, boring requires a more controlled retraction to avoid damaging the bore’s surface. Using G76 or G87 cycles in CNC programming ensures that the boring bar moves smoothly out of the hole, preventing scratches or gouges.
Proper toolpath planning is essential. The tool should enter and exit the bore without disturbing the finished surface. This precision helps achieve the desired tolerances and surface finish, crucial for high-quality CNC machined parts.
Using Modular Tools
While single-point boring is highly effective, there are times when using modular tools, such as dual-edge boring bars, can increase efficiency. These tools have two cutting edges spaced 180 degrees apart, allowing for faster material removal. However, they are typically not used for finishing operations due to the increased difficulty in maintaining tight tolerances and surface finishes.
Advantages and Limitations of Modular Tools
- Advantages: Faster material removal, increased productivity.
- Limitations: Less precision compared to single-point boring, not suitable for finishing.
Single-point boring is an indispensable technique in CNC machining, providing the precision needed for high-quality parts. By understanding the factors that affect boring quality and optimizing the process through proper tool selection, spindle positioning, and careful planning, machinists can achieve exceptional results. Whether you’re working with aluminum, steel, or more exotic materials, mastering single-point boring ensures that your CNC machined parts meet the highest standards of accuracy and finish.
Other Articles You Might Enjoy
- Requirements for CNC Machining Parts
Preparation Work Complete the necessary preparation before machining, including process analysis, process route design, tool and fixture selection, and program compilation. online cnc machining service Operating Steps and Contents Start…
- Techniques and Optimization of Reaming Operations in CNC Machining Parts
Introduction Reaming might not be the most glamorous topic in the world of CNC machining, but it’s an essential process that can make or break the quality of your parts.…
- Innovative CNC Machining for Advanced Wearable Technology
Innovative CNC Machining for Advanced Wearable Technology The advent of Computer Numerical Control (CNC) machining and wearable technology has transformed various industries, including healthcare, fitness, fashion, and defense. CNC machining…
- Maximizing Precision in CNC Machining: Techniques and Tips
Importance of Precision in CNC Machining Precision is an fundamental component in the field of Computer Numerical Control (CNC) machining. It entails producing parts that are not only accurate but…
- What are the requirements for CNC machining of bearing parts?
Bearings are common and important parts in the automotive industry, which can support transmission components and transmit torque. Generally, CNC machining centers are used to process bearing parts. So what…
- Evolution of Mills and Machining Centers: The Future of CNC Machining Parts
Stepping into the world of CNC machining, you quickly realize how pivotal mills and machining centers are in crafting precise parts. Over time, these machines have evolved significantly, transforming from…







 Afrikaans
Afrikaans Albanian
Albanian Amharic
Amharic Arabic
Arabic Armenian
Armenian Azerbaijani
Azerbaijani Basque
Basque Belarusian
Belarusian Bengali
Bengali Bosnian
Bosnian Bulgarian
Bulgarian Catalan
Catalan Cebuano
Cebuano Chichewa
Chichewa Chinese (Simplified)
Chinese (Simplified) Chinese (Traditional)
Chinese (Traditional) Corsican
Corsican Croatian
Croatian Czech
Czech Danish
Danish Dutch
Dutch English
English Esperanto
Esperanto Estonian
Estonian Filipino
Filipino Finnish
Finnish French
French Frisian
Frisian Galician
Galician Georgian
Georgian German
German Greek
Greek Gujarati
Gujarati Haitian Creole
Haitian Creole Hausa
Hausa Hawaiian
Hawaiian Hebrew
Hebrew Hindi
Hindi Hmong
Hmong Hungarian
Hungarian Icelandic
Icelandic Igbo
Igbo Indonesian
Indonesian Irish
Irish Italian
Italian Japanese
Japanese Javanese
Javanese Kannada
Kannada Kazakh
Kazakh Khmer
Khmer Korean
Korean Kurdish (Kurmanji)
Kurdish (Kurmanji) Kyrgyz
Kyrgyz Lao
Lao Latin
Latin Latvian
Latvian Lithuanian
Lithuanian Luxembourgish
Luxembourgish Macedonian
Macedonian Malagasy
Malagasy Malay
Malay Malayalam
Malayalam Maltese
Maltese Maori
Maori Marathi
Marathi Mongolian
Mongolian Myanmar (Burmese)
Myanmar (Burmese) Nepali
Nepali Norwegian
Norwegian Pashto
Pashto Persian
Persian Polish
Polish Portuguese
Portuguese Punjabi
Punjabi Romanian
Romanian Russian
Russian Samoan
Samoan Scottish Gaelic
Scottish Gaelic Serbian
Serbian Sesotho
Sesotho Shona
Shona Sindhi
Sindhi Sinhala
Sinhala Slovak
Slovak Slovenian
Slovenian Somali
Somali Spanish
Spanish Sundanese
Sundanese Swahili
Swahili Swedish
Swedish Tajik
Tajik Tamil
Tamil Telugu
Telugu Thai
Thai Turkish
Turkish Ukrainian
Ukrainian Urdu
Urdu Uzbek
Uzbek Vietnamese
Vietnamese Welsh
Welsh Xhosa
Xhosa Yiddish
Yiddish Yoruba
Yoruba Zulu
Zulu